- Đặc trưng của phương pháp phay - Các bước phay mặt phẳng
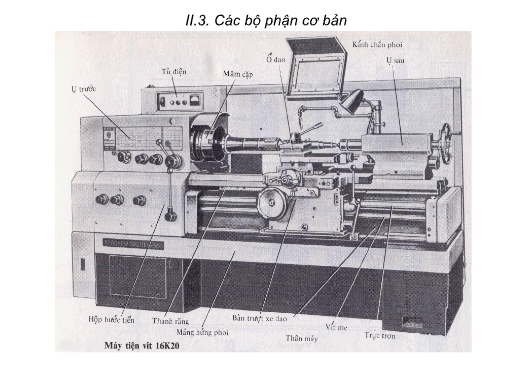
- Đặc trưng của phương pháp tiện và các bước thực hiện Tiện trục trơn trên máy tiện vạn năng
- Đặc trưng, khả năng công nghệ và Phân loại các phương pháp mài
- Đặc trưng của phương pháp Bào - Các bước bào rãnh trên máy bào ngang
- Khả năng công nghệ của phương pháp Khoan và Trình tự khoan lỗ
Đặc trưng của phương pháp Khoan - Quy trình khoan lỗ
Liên kết tải file bài viết này tại đây.
Phương pháp khoan là gì?
- Khoan là phương pháp gia công lỗ trên vật liệu đặc bằng dụng cụ cắt là mũi khoan. Dụng cụ cắt chuyển động quay tròn và chuyển động tịnh tiến theo phương dọc trục.

- Khoan lỗ thường dùng trong công việc nguội để khoan các lỗ lắp bu lông, vít để kẹp các chi tiết với nhau, khoan lỗ trước khi cắt ren lỗ (taro), khoan các lỗ dùng để đóng chốt định vị các chi tiết với nhau, khoan để cắt đứt các tấm kim loại, khoan các vít gãy trong lỗ dùng trong công việc sửa chữa
Các đặc trưng của phương pháp khoan
- Nguyên công khoan thường được thực hiện trên các loại máy khoan như: máy khoan đứng, máy khoan cần, máy khoan tổ hợp .v.v. Ngoài ra còn có thể thực hiện trên các máy khác như: máy tiện, máy phay, máy doa …

-Phương pháp Khoan có khả năng tạo lỗ có đường kính từ (0,1 ÷ 80)mm, phổ biến nhất là để gia công lỗ có đường kính ≤ 35mm
- Dụng cụ cắt khi khoan gọi là mũi khoan. Mũi khoan có nhiều loại như mũi khoan ruột gà (khi khoan các lỗ có tỷ số L/d ≤ 5); mũi khoan nòng súng (khi khoan các lỗ có tỷ số L/d > 5). Hiểu rõ hơn về các loại mũi khoan giúp ta chọn mua mũi khoan phù hợp với yêu cầu gia công.
- Độ chính xác đạt được khi khoan thấp (trừ mũi khoan nòng súng), thường chỉ đạt cấp chính xác 12 – 13, nhám bề mặt cấp 3 - 4. Vì vậy khoan chỉ dùng để gia công các lỗ yêu cầu độ chính xác không cao như lỗ để bắt bu lông, lỗ để ta rô ren hoặc khoan chỉ là bước chuẩn bị cho các bước gia công tinh tiếp theo như khoét, doa, tiện lỗ …
Các bước thực hiện khi khoan lỗ
Bước 1: Lựa chọn máy khoan và mũi khoan
Tùy theo yêu cầu về độ lớn của chi tiết và đặt tính của công việc mà người thợ lựa chọn sử dụng loại máy khoan, mũi khoan thích hợp
- Mũi khoan được dùng trong gia công nguội thường là mũi khoan ruột gà, được làm bằng thép dụng cụ, thép gió hay hợp kim cứng tùy theo vật liệu cần gia công.
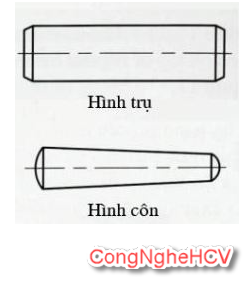
- Trong kỹ thuật khoan người ta căn cứ cách gá kẹp mũi khoan trên máy khoan mà người ta sử dụng mũi khoan có chuôi trụ hoặc chuôi côn.
+ Mũi khoan chuôi trụ là dạng mũi khoan có chuôi hình trụ đường kính bằng với kích thước lỗ cần khoan, trên chuôi của mũi khoan có ghi các thông số kỹ thuật như đường kính mũi khoan, vật liệu làm mũi khoan, và nhãn mác nhà chế tạo. Mũi khoan chuôi trụ được lắp trên máy khoan thông qua một bộ phận kẹp được gọi là cối kẹp mũi khoan

+ Mũi khoan chuôi côn là loại mũi khoan có chuôi hình côn với góc côn được tiêu chuẩn hoá gọi là côn Morse, đoạn hình trụ ở giữa lưỡi cắt và chuôi của mũi khoan có ghi các thông số, mũi khoan có thể được lắp trực tiếp trên máy khoan hoặc thông qua một hoặc nhiều chi tiết chuyển đổi được gọi là áo côn.

Bước 2: Gá đặt chi tiết cần khoan
- Gá đặt chi tiết trực tiếp trên bàn máy: chi tiết cần gia công được đặt trực tiếp trên bàn máy khoan và được kẹp chặt nhờ các chi tiết kẹp là bu lông hoặc vấu kẹp. Cách gá đặt này chỉ có thể áp dụng để khoan vật nhỏ.

- Gá đặt chi tiết gia công thông qua đồ gá: ta có thể dùng đến đồ gá vạn năng như các loại ê tô hoặc đồ gá chuyên dùng cho từng loại chi tiết.

Bước 3: Chọn chế độ cắt khi khoan
Tùy thuộc vào vật liệu làm mũi khoan, đường kính lỗ khoan, chất lượng bề mặt lỗ khoan … mà lựa chọn tốc độ cắt và lượng tiến của mũi khoan cho phù hợp
Một số biện pháp công nghệ nâng cao độ chính xác và năng suất khi khoan
- Dùng đầu khoan rơvonve để giảm thời gian thay dao khi gia công lỗ bằng nhiều bước liên tục.
- Trong sản xuất loạt lớn, dùng đầu khoan nhiều trục để gia công đồng thời nhiều lỗ.
- Dùng kết cấu bạc dẫn hướng để tăng độ cứng vững của mũi khoan để nâng cao độ chính xác và đồng thời nâng cao năng suất.
- Trước khi khoan nên dùng mũi khoan tâm tạo lỗ mồi để nâng cao độ chính xác về vị trí tương quan của lỗ, dùng bước tiến nhỏ để giảm lực dọc trục tránh gãy mũi khoan.
- Dùng đồ gá nhằm bỏ nguyên công lấy dấu và giảm thời gian gá đặt, biện pháp này hiệu quả khi sản xuất loạt với số lượng lớn.
- Sử dụng dung dịch trơn nguội một cách có hiệu quả. Việc dùng dung dịch trơn nguội hợp lí làm tăng chất lượng bề mặt lỗ khi khoan và góp phần tăng tuổi thọ của mũi khoan.
Như vậy, chúng ta đã tìm hiểu về Phương pháp Khoan để hiểu rõ hơn về: Khả năng công nghệ của phương pháp Khoan và Trình tự khoan lỗ trên máy khoan đứng cũng như một số biện pháp công nghệ trong gia công Khoan. Chúc bạn thành công!