Đặc trưng của Phương pháp gia công phay
Link chia sẻ file word bài biết này tại đây hoặc link dự phòng tại đây
Phương pháp gia công phay là gì?
Gia công phay là phương pháp cắt gọt kim loại có phoi, thực hiện bằng sự chuyển động của phôi và dao phay; trong đó chuyển động của phôi là chuyển động tịnh tiến theo 3 phương (đứng, dọc, ngang) còn chuyển động của dao là quay tròn.
Phay là một phương pháp gia công cắt gọt điển hình.

Đặc trưng của phương pháp gia công phay
- Vì dao phay có nhiều lưỡi cắt cho nên dao rất lâu mòn, lượng chạy dao lớn nên phay là phương pháp gia công cắt gọt có năng suất cao, nhiều khi phay còn được lựa chọn thay thế một số nguyên công của Tiện nữa.
- Khả năng công nghệ tương tối cao, tổng khối lượng gia công cắt gọt thì phay chiếm khoảng 20%. Điều này có nghĩa là, trong các nguyên công sản xuất đến thành sản phẩm, các nguyên công gia công trên máy phay chiếm tỉ trọng đáng kể.
- Độ chính xác gia công tương đối cao. Ngày nay, dao phay tốt (đặc biệt là loại dao gắn chip, dùng mảnh cắt quay), máy tốt (máy mới, chẳng hạn như những trung tâm gia công hiện đại) nên chất lượng bề mặt gia công khi phay cũng đã được cải thiện rất nhiều.
- Do có nhiều lưỡi cắt, khi phay tạo ra phoi đứt đoạn, (gọi là phoi vụn) do đó an toàn cho người thợ.
- Sử dụng phương pháp phay có thể gia công được nhiều dạng bề mặt khác nhau. Có thể phay mặt phẳng, mặt trụ, phay rãnh hoặc then, phay trục then hoa, hoặc để phay các mặt định hình.
- Độ chính xác đạt được khi dùng phương pháp phay để gia công cơ khí chính xác: Khi phay thô, độ chính xác có thể đạt từ cấp 9 đến 11; chất lượng bề mặt đạt cấp 4. Khi phay tinh, độ chính xác có thể đạt từ cấp 7 đến 8; chất lượng bề mặt đạt cấp 6 đến 7. Đây là ngưỡng rất là ok cho các chi tiết cơ khí thông thường.

Các bước phay mặt phẳng
Bước 1: Lựa chọn dụng cụ gá lắp và cố định phôi trên dụng cụ gá
- Nguyên tắc lựa chọn dụng cụ gá: Phù hợp với kích thước và hình dáng của chi tiết gia công. Dụng cụ gá đơn giản, chính xác và an toàn
- Đối với chi tiết có dạng hình hộp: Sử dụng gá kẹp bằng ê tô, hàm kẹp, đòn kẹp …


- Đối với chi tiết dạng trụ tròn: sử dụng gá kẹp bằng các khối V

- Để chia chi tiết thành nhiều phần bằng nhau (như bánh răng, bánh vít): sử dụng đầu phân độ
Bước 2: Lựa chọn dao phay
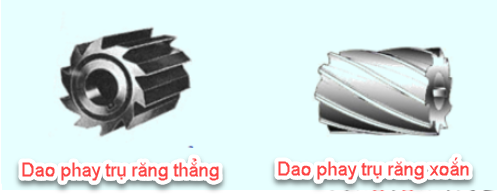
Chúng ta có thể dùng loại dao thích hợp trên máy phay để gia công các bề mặt phẳng của chi tiết. Trước tiên, ta sẽ dùng dao phay trụ lắp trên máy phay nằm ngang để gia công mặt phẳng.
- Sử dụng dao phay trụ
Dao phay mạt đầu có thể gia công mặt phẳng rất hiệu quả.
- Sử dụng dao phay mặt đầu với 2 loại sau, các bề mặt phẳng rộng trên chi tiết gia công được một cách dễ dàng.

- Sử dụng dao phay ngón, đĩa giúp chúng ta gia công những bề mặt phẳng hẹp hiệu quả, chẳng hạn như: bề mặt bậc vuông góc, rãnh sâu, rãnh đáy phẳng ...

Bước 3: Chọn chế độ cắt và điều chỉnh chiều sâu lát cắt
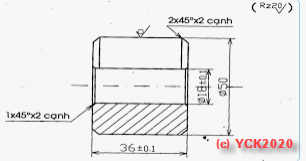
Bước 4: Kiểm tra
- Kiểm tra độ nhẵn bề mặt
- Kiểm tra độ không song song

Như vậy, chúng ta đã tìm hiểu về đặc trưng phương pháp Phay trong gia công cắt gọt, qua đó tìm hiểu các bước Phay mặt phẳng đã lựa chọn Dao phay, Lắp dụng cụ lên máy phay và chọn chế độ cắt, điều chỉnh dao và máy rồi Kiểm tra chi tiết sau khi phay. Chúc các bạn thành công.