
Các phương pháp lắp ráp
Sau khi chế tạo các chi tiết máy, chúng ta cần phải lắp ráp chúng lại thành các bộ phận máy, thành các cụm chi tiết.- Lắp lẫn hoàn toàn là gì?
Lấy chi tiết bất kỳ lắp vào vị trí của nó mà không cần chọn lựa, sửa chữa bổ sung mà vẫn đảm bảo mọi tính chất theo yêu cầu thiết kế.
Đối với phương pháp lắp ráp này, Quá trình lắp đơn giản, không yêu cầu trình độ công nhân cao, mà năng suất cao, ổn định, dễ dàng cơ khí và tự động hóa, rất thuận lợi cho việc thay thế, sửa chữa sau này.
Điều kiện thực hiện việc Lắp lẫn hoàn toàn còn tuỳ thuộc vào:
+ Độ chính xác khi gia công;
+ Số khâu trong chuỗi dung sai khâu khép kín Tz nhỏ mà n lớn thì việc thực hiện quá khó khăn vì các khâu thành phần có độ chính xác cao;
+ Thích hợp trong sản xuất lớn, chi tiết được tiêu chuẩn, số khâu trong mối lắp ít.
- Lắp lẫn không hoàn toàn có đặc điểm gì?
Lắp lẫn không hoàn toàn làm Tăng dung sai các khâu thành phần để dễ chế tạo.
Lắp lẫn không hoàn toàn thực hiện bằng cách: Vẫn giữ nguyên dung sai khâu khép kín, nhưng phải chịu một số phần trăm phế phẩm.
Có thể áp dụng cho sản phẩm có độ chính xác cao và số khâu nhiều.
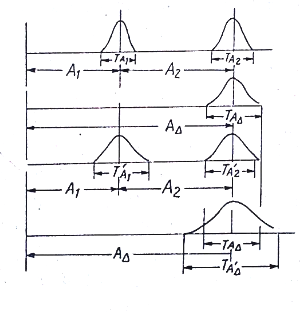
Hình 9.2. Lắp lẫn không hoàn toàn
- Lắp chọn.
Mở rộng dung sai các khâu thành phần, dựa vào kích thước cụ thể để chọn lắp nhưng vẫn đảm bảo dung sai khâu khép kín.
Có hai phương pháp Lắp chọn:
+ Chọn lắp từng bước: Đo kích thước của chi tiết, dựa vào yêu cầu để xác định và chọn chi tiết lắp cho phù hợp. Do vậy tốn thời gian năng suất thấp, chi phí lắp tăng.
+ Chọn lắp theo nhóm:
Phân loại thành từng nhóm có dung sai nhỏ hơn.
Lắp các chi tiết trong nhóm tương ứng.
Trong nhóm nhỏ đó các chi tiết lắp lẫn hoàn toàn.
Số nhóm được chia tuỳ theo yêu cầu của mối lắp và điều kiện làm việc của thiết bị.
Với chi tiết làm việc tốc độ cao có thể phân loại theo trọng lượng.
Chỉ có hiệu quả đối với sản xuất lớn.
+ Ưu điểm:
Nâng cao năng suất gia công, giảm giá thành gia công và lắp ráp.
+ Nhược điểm:
Tốn thời gian kiểm tra phân nhóm, dễ nhầm lẫn giữa các nhóm, trong nhóm dễ thừa hoặc thiếu chi tiết bao hoặc bị bao.
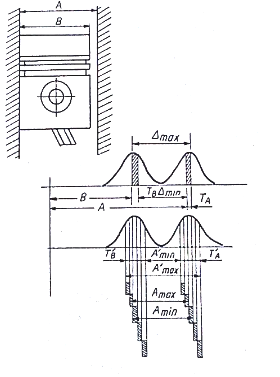
Hình 9.3. Sơ đồ phân nhón khi chọn lắp
- Lắp sửa:
Tăng dung sai của các khâu thành phần để dễ gia công còn dung sai của khâu khép kín được đảm bảo trong quá trình lắp bằng cách lấy đi một lượng thừa ở khâu nào đó (khâu bồi thường).
Vậy Lắp Sửa là gì?
Phương pháp Lắp Sửa là Sửa chữa kích thước của một khâu chọn trước trong các khâu thành phân của sản phẩm bằng cách lấy đi một lượng kim loại trên bề mặt lắp ghép của nó.

Hình 9.4. Lắp hệ dẫn hướng bằng cạo sửa
Lắp sửa cần lưu ý: Khi chọn khâu thành phần không chọn khâu chung của hai chuỗi kích thước liên kết (không chọn khâu A2 = B3)

Hình 9.2. Liên kết hai chuỗi kích thước
Cách xác định lượng dư bồi thường hợp lý (không lớn hoặc nhỏ quá)
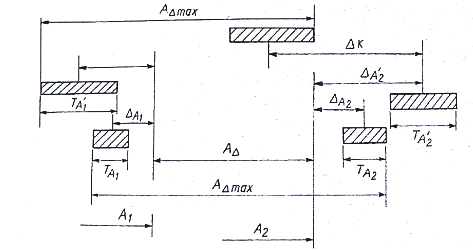
Hỡnh9.6. Sơ đồ bố trí dung sai để tính k
- Lắp điều chỉnh
+ Giống như lắp sửa: Độ chính xác của khâu khép kín đạt được bằng cách thay đổi kích thước khâu bồi thường.
+ Khác với lắp sửa: Không lấy đi lớp kim loại mà người ta thay đổi kích thước khác nhau của khâu bồi thường hoặc điều chỉnh chúng.
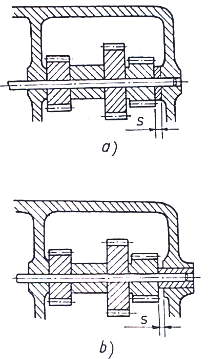
Hình 9.7. Sơ đồ lắp điều chỉnh
a. điều chỉnh bằng vòng đệm; b. điều chỉnh bằng bạc lót di động.
2. Các hình thức tổ chức lắp ráp
Các cơ sở để xác định hình thức tổ chức lắp ráp bao gồm:
- Dạng sản xuất của lắp ráp
- Mức độ phức tạp của sản phẩm
- Độ chính xác đạt được
- Tính chất của mối lắp và phương pháp lắp
- Khối lượng sản phẩm
Có các hình thức tổ chức lắp ráp nào?
Căn cứ vào trạng thái, vị trí đối tượng lắp ráp ta có hình thức tổ chức lắp ráp như sau:
a. Lắp ráp cố định
Mọi công việc lắp thực hiện tại một hay một số địa điểm.
Các bộ phận hay chi tiết lắp được vận chuyển đến đó.
Và Lắp ráp cố định chia ra: Lắp ráp cố định tập trung và Lắp ráp cố định phân tán.
- Lắp ráp cố định tập trung: Đối tượng lắp hoàn thành tại một vị tí nhất định, do một hoặc một nhóm công nhân thực hiện.
Đặc điểm của Lắp ráp cố định tập trung:
+ Diện tích mặt bằng, trình độ công nhân, tính vạn năng cao.
+ Chu kỳ lắp lớn năng suất lắp thấp
+ Thường dùng trong sản xuất nhỏ hoặc lắp chi tiết lớn
- Lắp ráp cố định phân tán: Chia nhiều bộ phận lắp ở nhiều nơi độc lập, sau đó lắp các bộ phận đó thành sản phẩm ở một nơi cố định.
Đặc điểm của Lắp ráp cố định phân tán:
+ Năng suất cao không cần trình độ công nhân cao, công nhân được chuyên môn hóa.
+ Dùng để lắp sản phẩm phức tạp, giá thành lắp ráp hạ.
b. Lắp ráp di động là gì? Có mấy hình thức lắp ráp?
Đối tượng lắp di chuyển theo QTCN lắp ráp, tại một vị trí thực hiện một hay vài nguyên công
Được chia thành các hình thức lắp ráp sau:
- Lắp ráp di động tự do: Tại một vị trí thì nguyên công được thực hiện hoàn chỉnh sau đó đối tượng lắp mới di chuyển đến vị trí khác theo QTCN lắp.
- Lắp ráp di động cưỡng bức: Sự di chuyển đối tượng lắp được điều khiển thống nhất theo chu kỳ lắp.
Và chia ra:
Lắp ráp di động cưỡng bức liên tục (Công nhân di chuyển theo sản phẩm một đoạn đường nhất định vừa di chuyển vừa lắp): phải xác định vận tốc di chuyển đối tượng lắp cho hợp lý thỏa mãn chu kỳ lắp:
L : Đoạn đường công nhân theo lắp.
l1 : Đoạn đường phụ để dự trữ
TM : Chu kỳ lắp.
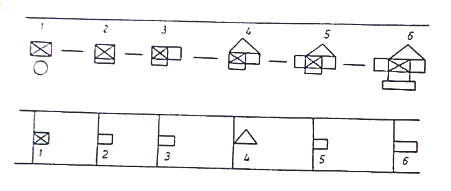
Hình 9.8. Sơ đồ lắp ráp di động cưỡng bức liên tục
1, 2 6 thứ tự vị trí lắp ráp trong dây chuyền.
Lắp ráp di động cưỡng bức gián đoạn: Đối tượng lắp dừng lại ở vị trí lắp để công nhân thực hiện lắp trong khoảng thời gian lắp sau đó di chuyển đến vị trí tiếp theo. Thời gian dừng + thời gian di chuyển tương ứng nhịp sản xuất.
c. Lắp ráp dây chuyền là gì?
Đối tượng lắp được thực hiện một cách liên tục qua các vị trí lắp trong khoảng thời gian xác định. Các sản phẩm lắp có thể là cưỡng bức gián đoạn hay cưỡng bức liên tục.
Để thực hiện cần có điều kiện:
+ Thỏa mãn lắp lẫn hoàn toàn
+ Thời gian lắp ở các vị trí bằng nhau hoặc là bội số của nhau
+ Số lượng công nhân phải chính xác, trình độ phải phù hợp với vị trí lắp ráp.
+ Việc cung cấp đối tượng lắp đến chỗ làm việc phải liên tục, đầy đủ, kịp thời Đặc điểm: Công nhân được chuyên môn hóa, năng xuất cao giá thành hạ.










