
Có những phương pháp gia công ren nào? Đặc điểm chú ý khi gia công ren ra sao? Blog Công nghệ HCV Xin mời các bạn cùng tìm hiểu nội dung bài viết “Các Phương Pháp Gia Công Ren” nhé.
Các Phương Pháp Gia Công Ren
Có những phương pháp gia công ren thông dụng như sau:
1. Tiện ren
Tiện ren là gì?
- Được dùng rộng rãi trong công nghệ cơ khí.
- Tiến hành trên máy tiện vạn năng.
- Tiện được nhiều loại ren khác nhau, kích thước, đường kính và bước ren tuỳ ý.
- Dùng trong sản xuất nhỏ, đơn chiếc.
Khi tiện cần đảm bảo góc ren, dạng ren, đường kính trung bình, muốn vậy cần chú ý:
+ Gá dao chính xác khi tiện ren trên máy tiện.
+ Lưỡi cắt nằm trong mặt phẳng ngang qua tâm chi tiết
+ Đường đối xứng từ mũi dao phải vuông góc với tâm chi tiết và cách tâm bằng bán kính chân ren.

Hình 7.7. Sơ đồ gá dao khi tiện ren
Lưu ý gá dao khi tiện trục vớt Acsimet và trục vít thân khai.

Hình 7.8. Sơ đồ gá dao khi gia công trục vít
Các phương pháp tiến dao khi tiện ren:
+ Tiến hướng kính, đạt độ nhẵn bóng cao, khó thoát phoi vì vậy vận tốc cắt thấp, năng suất thấp.
+ Tiến dao nghiêng: Điều kiện cắt tốt, dễ thoát phoi, năng xuất cao, độ nhẵn bóng thấp.
+ Cắt phối hợp.

Hình 7.1. Sơ đồ cắt khi tiện thụ mặt ngoài.
a. tiện theo phương pháp tiến dao hướng kính; b. tiện ren theo phương pháp tiến dao nghiêng
Để tăng năng suất gia công cần: Tăng v và t, nếu chiều dài ren ngắn cần có cơ cấu rút dao nhanh, hoặc dùng dao răng lược
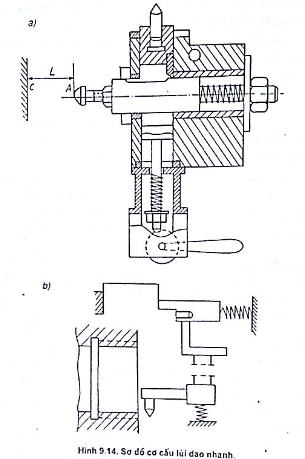
Hình 7.3. Sơ đồ cơ cấu lùi dao nhanh
+ Dùng phương pháp tiện gió lốc, hoặc dùng dao răng lược
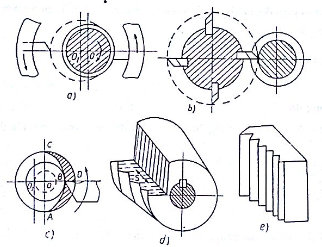
Hình 7.4. a, b, c, e. Sơ đồ các phương pháp tiện ren năng suất cao
Khi tiện gió lốc người ta gá nhiều dao trên một đài dao quay, hình 7.10 b.
Dùng dao răng lược cho phép hoàn thành việc tiện ren trong một đường chuyển dao năng suất cao, nhưng chỉ cắt được ren thông suốt, hình 7.10 d, e.
2. Phay ren
Phạm vi ứng dụng Phay ren:
+Tiến hành trên máy phay (có thể là dùng máy phay vạn năng).
+ Dùng cắt ren trên chi tiết lớn. Ren nhiều đầu mối.
+ Cắt ren trên chi tiết có rãnh hoặc có thành mỏng.
+ Có thể cắt ren trong hoặc ren ngoài, trên chi tiết côn hoặc trụ.
+ Thường dùng trong sản xuất hàng loạt.
- Phay ren có thể dùng các phương pháp sau:
+ Phay ren bằng dao đĩa:
Trục dao nghiêng với trục chi tiết một góc bằng góc nâng của ren.
tg = tg = s/d.
Trong đó :
S – bước ren
- góc nâng của ren xác định trên đường kính trung bình.
d - Đường kính trung bình của ren.
+ Phay ren bằng dao răng lược: Trục dao song song với trục chi tiết. Khi phay dao chỉ có chuyển động quay tròn còn chi tiết quay chậm và tịnh tiến dọc trục khoảng từ một đến hai bước ren.
Chú ý: Phay ren bằng dao lược giống tiện ren bằng dao lược nên độ chính xác tương đương tiện và cao hơn phay bằng dao phay đĩa.

Hình 7.5. Các phương pháp phay ren
3. Tarô ren bằng tarô và bàn ren
Tarô ren dùng khi nào?
- Dùng gia công ren tiêu chuẩn có đường kính trung bình và nhỏ.
- Gia công ren trụ hay côn thông hoặc không thông.
- Có thể gia công được cả ren thang hoặc vuông. Cắt ren loại nào dùng tarô hay bàn ren tương ứng.
- Sử dụng bằng tay, trên máy vạn năng, máy tự động hoặc máy chuyên dùng.
- Năng suất thấp vì vận tốc thấp (v = 5 - 15m/phút) và có thêm hành trình chạy không.
- Để nâng cao năng suất có thể dùng tarô tự bóp, hoặc tarô đầu cong giảm hành trình chạy không.
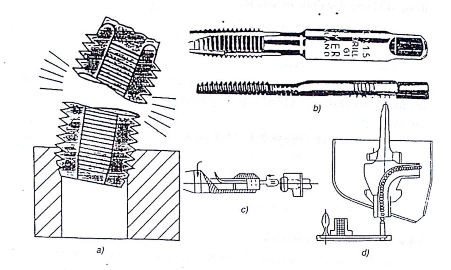
Hình 7.6. Gia công ren bằng ta rô.
a. gãy ta rô do lệch; b. bộ ta rô; c. ta rô trên máy khoan
- Khi ren lỗ thông có thể chạy dao một lần (tarô máy) hoặc hai ba lần (tarô tay).
- Độ chính xác tùy thuộc vào vật liệu và độ chính xác của tarô, bàn ren, thường đạt cấp chính xác 7 8.
- Nên thực hiện khoan ta rô trong một lần gá nếu hai lần gá thì dùng ta rô tự lựa.
- Dùng dụng cụ có kết cấu vừa khoan vừa tarô kết hợp trong một hành trình tiến dao.

Hình 7.7. Gia công ren bằng khoan tarô kết hợp.
Có thể gia công ren trên máy chuyên dùng bằng dụng cụ tổ hợp khoan phay ren.

Hình 7.5. Gia công ren bằng khoan - phay kết hợp
+ Dụng cụ cắt trên mặt đầu tiến dao dọc trục, các lưỡi cắt trên mặt đầu thực hiện việc khoan lỗ chuẩn bị cho bước phay ren tiếp theo.
+ Dụng cụ lùi trở lại theo phương thẳng đứng 1 bước ren.
+ Điều chỉnh ta rô dịch chuyển hướng kính đảm bảo đường kính đỉnh ren để chuẩn bị phay ren.
+ Tiến hành phay ren.
+ Lùi dao theo phương hướng kính để tâm dao trùng với tâm lỗ.
+ Lùi dao theo phương thẳng đứng trở về vị trí xuất phát để chuẩn bị cho quá trình gia công chi tiết tiếp theo.
4. Cán ren
Cán ren là gì?
Cán ren là phương pháp gia công ren bằng cách lợi dụng tính biến dạng dẻo của kim loại vì vậy, ren có thể đạt cơ tính tốt, tuổi bền của ren cao.
Ưu điểm của phương pháp Cán ren là gì?
Ren chế tạo bằng phương pháp Cán ren có các ưu điểm là:
- Đạt năng suất cao nhất, thường dùng trong sản xuất lớn hoặc khối.
- Có thể dùng bàn cán ren hoặc con lăn, thực tế thường dùng dùng con lăn, khi đó có năng suất cao hơn vì cán liên tục.
- Bàn cán ren lắp trên máy chuyên dùng.
- Tốn ít vật liệu phôi, sức bền của ren cao, do tổ chức kim loại đạt cơ tính tốt hơn.
- Sơ đồ nguyên lý cán ren:

Hình 7.16. Các sơ đồ cán ren
5. Mài ren
Mài ren dùng để gia công tinh ren có yêu cầu độ chính xác cao.
- Để mài ren, có thể dùng đá một hoặc nhiều vòng ren (thường dùng đá một vòng ren hơn, vì đạt độ chính xác cao hơn, nhưng phương án này đạt năng suất thấp).
- Khi gia công en bằng phương pháp mài ren, nếu dùng đá một vòng ren thì đường tâm đá và chi tiết chéo nhau một góc bằng góc nâng của ren. Thực tế điều chỉnh đạt đúng góc này khá khó khăn, nên người ta rất cân nhắc áp dụng. Nếu dùng đá nhiều vòng ren thì gá chúng song song.
Thực tế, mài ren chúng ta rất ít gặp. Nó không thông dụng như các phuwogn pháp chế tạo ren khác.
Như vậy, chúng ta đã tìm hiểu về các phương pháp gia công ren. Đây là kiến thức cơ sở rất quan trọng giúp chúng ta thực hành gia công ren trên các máy công cụ. Chúc các bạn thực hiện thành công.
Bài tiếp: Đặc điểm của các loại ren















