
Trước khi thực hiện tiến trình công nghệ gia công chi tiết máy dạng càng, chúng ta cần phân tích và thực hiện chọn chuẩn gia công. Chuẩn gia công là gì lưu ý khi chọn chuẩn như thế nào mời các bạn cùng và tìm hiểu với Blog Công Nghệ Hcv nhé.
Chi tiết máy dạng càng là chi tiết máy điển hình, qua loạt bài viết về CÔNG NGHỆ GIA CÔNG CHI TIẾT MÁY DẠNG CÀNG chúng ta được tìm hiểu về: 1. ĐẶC ĐIỂM CHUNG CHI TIẾT DẠNG CÀNG 2. Yêu cầu kỹ thuật của các chi tiết dạng càng 3. Vật liệu chế tạo của các chi tiết dạng càng 4. Tính công nghệ trong kết cấu của các chi tiết dạng càng 5. TIẾN TRÌNH CÔNG NGHỆ chế tạo các chi tiết dạng càng
Có thể bạn cần xem lại Đặc Điểm Các Chi Tiết Dạng Càng ở bài viết trước nhé.
TIẾN TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MÁY DẠNG CÀNG
Link tải file bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
Chọn chuẩn gia công Chi tiết máy dạng càng
Khi định vị chi tiết càng để gia công, phải đảm bảo được vị trí tương đối của các bề mặt với nhau, của các lỗ với nhau và độ vuông góc của các lỗ với mặt đầu. Vì vậy, Sản phẩm gia công chi tiết Càng cần chú ý:
Chọn vành tròn ngoài của lỗ và một mặt đầu làm chuẩn thô gia công mặt đầu còn lại và các lỗ cơ bản để đảm bảo vị trí tương quan. Nếu được, nên dùng khối V tự định tâm.
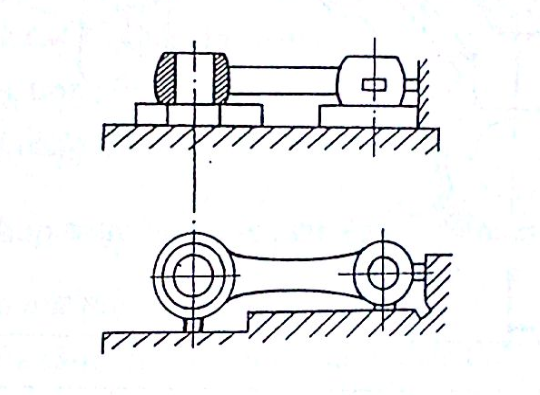
Lúc này, chi tiết gia công được định vị bằng mặt đầu phía dưới, vành ngoài của lỗ cơ bản bên trái được định vị trên khối V cố định, vành ngoài của lỗ cơ bản bên phải được định vị bằng khối V di động, lực kẹp W được tác động qua khối V di động.
Với cách định vị này có thể gia công mặt đầu bên kia và cũng dùng để gia công lỗ cơ bản của càng. Để đảm bảo độ chính xác thì việc gia công mặt đầu cần được thực hiện trước khi gia công lỗ cơ bản.

Hình 4.3. Sơ đồ gá đặt khi gia công mặt đầu và lỗ cơ bản của chi tiết càng.
1. chi tiết; 2. khối V cố định; 3. khối V di động.
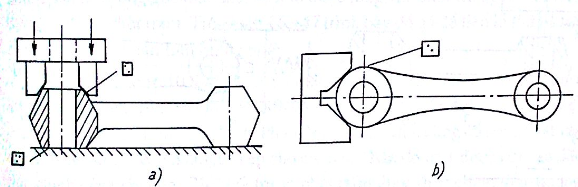
- Có thể lấy thân càng làm chuẩn thô. Chi tiết càng được định vị trên đồ gá tự định tâm, như vậy mặt đầu của càng sẽ đảm bảo đối xứng qua mặt phẳng đối xứng của càng, có thể gia công bằng nhiều dao nên năng suất cao.

Hình 4.4. Sơ đồ định vị vào thân càng để gia công mặt đầu.
Gia công lỗ cơ bản. gia công lỗ cơ bản có thể định vị bằng cách định vị vào thân càng như trên nhưng nên thay khối V cố định bằng một cái chụp định vị vào mép trên của vành ngoài càng như hình 2.5

Hình Sơ đồ gá đặt để gia công lỗ cơ bản của càng.
- Lấy mặt đầu và hai lỗ cơ bản làm chuẩn tinh thống nhất gia công các mặt còn lại. Lúc này mặt đầu càng tỳ vào phiến tỳ khống chế ba bậc tự do, một lỗ càng lồng vào chốt trụ ngắn khống chế hai bậc tự do, và một lỗ càng lồng vào chốt trám khống chế một bậc tự do.

Hình 4.6. Sơ đồ định vị để gia công càng khi sử dụng chuẩn tinh thống nhất là mặt đầu và hai lỗ vuông góc mặt đầu.
1. phiến tỳ; 2. chốt tỳ; 3. chốt trám; 4. chi tiết gia công
- Có thể dùng mặt đầu và vấu tỳ phụ làm chuẩn tinh thống nhất sơ đồ định vị trên hình 4.7.
Khi thực hiện phương án này sau khi gia công song mặt đầu phải gia công ba vấu trên vành ngoài ở hai đầu càng làm chuẩn tinh phụ. Sau khi có mặt đầu và chuẩn tinh phụ, dựa vào đó để làm chuẩn tinh thống nhất gia công tất cả các mặt còn lại.
Hình 4.7. Sơ đồ gá đặt càng khi dùng mặt đầu và ba vấu trên càng làm chuẩn
- Cần chú ý đến biến dạng khi kẹp cũng như khi gia công để đảm bảo vị trí tương quan của các lỗ với nhau và với mặt đầu.
Tiến trình gia công Chi tiết máy dạng càng gồm những bước nào?
Gia công chi tiết máy giảm càng chúng ta nên tuân theo tiến trình gia công gồm những bước sau:
a. Gia công mặt đầu của càng
Thì ra tên một đầu của chi tiết Càng, tuỳ theo sản lượng gia công, lượng dư của phôi mà có thể:
- Dùng phay hoặc tiện trong sản xuất nhỏ.
- Dùng mài hoặc chuốt trong sản xuất lớn.
- Có thể gia công hai mặt đầu cùng lúc, dùng chạy dao khứ hồi, dùng bàn quay.

Hình 4.0. Sơ đồ gá đặt gia công hai mặt đầu càng cùng một lúc.
Sơ đồ gá đặt để phay hai mặt đầu càng cùng một lúc.
1. Chi tiết gia công; 2. Khối V; 3. chốt tỳ; 4. dao.

Hình 4.3. Sơ đồ gá đặt đồ gá trên bàn quay gián đoạn để gia công mặt đầu càng
1. dao phay; 2. chi tiết; 3. bàn quay; 4. bàn máy
+ Trong một số trường hợp cần mài tinh lại mặt đầu.
b. Gia công các vấu chuẩn phụ (nếu cần)
c. Gia công các lỗ cơ bản
- Trong sản xuất lớn, Chúng ta tiến hành Gia công các lỗ cơ bản trên máy khoan có bạc dẫn hướng hoặc trên máy chuyên dùng, máy tổ hợp. Sau khi khoan - khoét, nên dùng Nguyên công Chuốt gia công tinh còn rãnh then thường chuốt.
- Trong sản xuất nhỏ, gia công trên máy khoan đứng, khoan cần, doa ngang hoặc tiện bằng phương pháp lấy dấu và rà gá; Những kết cấu rãnh then sẽ được xọc.
- Gia công một lỗ sau đó dùng lỗ này và mặt đầu gia công lỗ tiếp theo.
Hình 4.4. Sơ đồ gá đặt càng khi gia công lỗ thứ nhất.
a. định vị bằng mặt đầu và chụp côn tỳ vào vành ngoài càng
b. định vị bằng mặt đầu và vành ngoài tỳ vào khối V
- Gia công lần lượt các lỗ sau một lần gá đặt.
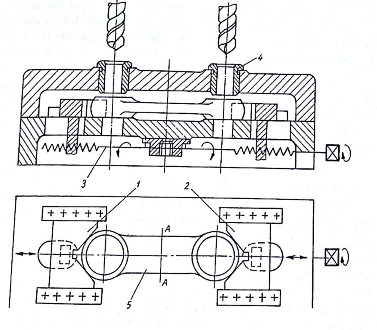
Hình 4.5. Sơ đồ nguyên tắc đồ gá có khối V tự định tâm để gia công lần lượt hai lỗ cơ bản của càng.
1. Khối V bên phải; 2. khối V bên trái; 3. trục vít me trái chiều; 4. bạc dẫn hướng; 5. chi tiết gia công.
- Nếu có bạc thau thì đóng bạc sau khi doa.
d. Gia công các lỗ phụ, lỗ có ren lỗ kẹp chặt
Thông thường các lỗ này có yêu cầu độ chính xác không cao, thường là cấp 3.
- Dùng khoan cho các lỗ không yêu cầu chính xác cao
- Dùng khoan - khoét - doa đối với các lỗ chính xác
e. Cân bằng trọng lượng nếu cần
f. Kiểm tra chi tiết càng
Trong chế tạo máy, sau khi gia công, chúng ta cần phải thực hiện công tác kiểm tra. Với chi tiết Càng, chúng ta cũng cần thực hiện những phần việc kiểm tra cụ thể.
Đối với chi tiết dạng Càng, ngoài việc kiểm tra đường kính lỗ và bề dày của càng còn phải kiểm tra khoảng cách tâm của các lỗ cơ bản, độ vuông góc giữa mặt đầu và đường tâm lỗ, độ không song song giữa các tâm lỗ.
- Kiểm tra đường kính lỗ, chiều dày mặt đầu bằng thước hoặc dưỡng.
- Kiểm tra độ song song của các đường tâm lỗ bằng đồng hồ so.

Hình 4.6. Kiểm tra độ song song và độ chéo nhau của hai tâm lỗ tay biên.
- Kiểm tra độ vuông góc của các đường tâm và mặt đầu càng bằng đồng hồ so.

Hình 4.7. Sơ đồ kiểm tra độ vuông góc giữa tâm lỗ và mặt đầu càng.
- Tuỳ theo sản lượng có thể thiết kế chế tạo các loại đồ gá chuyên dùng cho phù hợp.
Xem thêm:Bài trước: Công Nghệ Chế Tạo Các Chi Tiết Dạng Càng










