
Trong gia công cơ khí có những phương pháp gia công nào? Đặc trưng của từng phương pháp đó ra sao? Hãy cùng Blog CongNgheHCV tìm hiểu nhé.
Phương pháp gia công tiện
Bạn có thể tải file word bài viết này về máy tính của mình tại đây hoặc tại link dự phòng tại đây.
Phương pháp gia công tiện là gì?
Gia công tiện chính là phương pháp cắt gọt kim loại có phôi, thực hiện bằng sự chuyển động của phôi và dao tiện, trong đó chuyển động của phôi là chuyển động quay tròn còn chuyển động của dao là chuyển động tịnh tiến.

Đặc trưng công nghệ của phương pháp gia công tiện
- Tiện là phương pháp gia công cắt gọt thông dụng nhất, quá trình gia công thực hiện trên máy tiện (Lathe) với dụng cụ cát gọt là Dao tiện (Tools). Máy tiện chiếm khoảng 25% đến 35% tổng số thiết bị trong phân xưởng gia công cắt gọt. Điều này cho thấy, khả năng công nghệ của phương pháp tiện khá đa dạng, đáp ứng nhiều nguyên công trong gia công cơ khí chính xác.
- Phương pháp Tiện có thể gia công được nhiều loại bề mặt tròn xoay khác nhau như: tiện mặt ngoài, tiện lỗ, tiện mặt đầu, tiện cắt đứt, tiện ren ngoài, tiện ren trong, tiện công ngoài, tiện côn trong, tiện định hình.
- Độ chính xác gia công của chi tiết máy khi gia công bằng phương pháp Tiện và có thể đạt được 0.01 mm. Ngoài ra, khi tiện mặt trụ, độ chính xác có thể đạt cấp 7, Ra= 2.5 đến 1.25 micro mét. Còn khi tiện ren, độ chính xác có thể đạt cấp 7, Ra= 2.5 đến 1.25 micro mét.
Sau đây, Blog Công nghệ HCV giới thiệu một trình tự gia công mặt trụ trơn trên máy tiện vạn năng, hi vọng bạn hiểu rõ hơn về Phương pháp Tiện trong công nghệ chế tạo máy.
Các bước khi tiện trụ trơn
Bước 1: Gá phôi lên mâm cặp
- Mở rộng chấu cặp, lồng phôi vào trong, điều chỉnh phôi để chiều dài phôi phía ngoài chấu cặp là: Lga = L1 + (5 - 10)mm
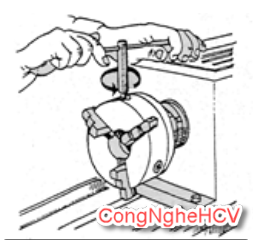

- Kẹp chặt phôi, kiểm tra độ đảo và rà chỉnh chi tiết

Bước 2: Gá dao tiện lên máy để tiện mặt trụ
- Gá dao tiện vào rãnh bên trái của ổ dao, chiều dài phía ngoài ổ dao khoảng từ 1,5 đến 2 chiều dài cán dao
- Điều chỉnh cho mũi dao cao ngang tâm máy, bằng các tấm căn mỏng phía dưới cán dao và kẹp chặt bằng vít

Bước 3: Tiện khỏa mặt đầu của phôi
- Điều chỉnh chế độ cắt cho máy, điều chỉnh ổ dao để đưa dao tiện mặt đầu vào vị trí cắt gọt
- Điều chỉnh bàn dao để mũi dao tiếp xúc vào mặt đầu phôi, điều chỉnh bàn dao dọc để lấy chiều sâu cắt, điều chỉnh bàn dao ngang để thực hiện cắt gọt (có thể tùy chọn chế độ Tiện bằng tay hoặc tiện tự động). Kết quả có được mặt đầu chi tiết phẳng, vuông góc với đường tâm chi tiết.
Tùy theo yêu cầu chất lượng của sản phẩm và chiều sâu gia công, ta có thể chia thành nhiều lát cắt với tốc độ cắt khác nhau. Quy tình tiện nói chung cần trải qua nguyên công gia công thô, rồi gia công bán tinh và gia công tinh để hoàn thành sản phẩm. Như vậy, bước 4 và bước 5 sau đây có thể gộp một cách hợp lí.
Bước 4: Tiện thô bề mặt trụ
- Điều chỉnh chế độ cắt bằng cách chọn các thông số trên bảng tra gắn trên máy, mở máy quay thuận với tốc độ trục chính hợp lí (cỡ vài trăm vòng một phút).
- Điều chỉnh dao tiếp xúc mặt trụ cách mặt đầu phôi khoảng 5mm, điều chỉnh vạch 0 du xích bàn dao ngang trùng vạch chuẩn và xác định chiều sâu cắt.

- Mở tự động tiến dao dọc hoặc quay bàn dao dọc bằng tay để tiện, khi dao cắt vạch dấu khoảng 1mm thì ngắt tự động tiến dọc, dùng tay điều chỉnh bàn xe dao để cắt hết chiều dài vạch dấu, điều khiển dao ra xa phôi, tắt máy.
- Đo kích thước đường kính và kích thước chiều dài vừa gia công. Tiếp tục thực hiện điều chỉnh máy cắt gọt tương tự như trên đến khi tiện hết lượng dư cắt thô.
Bước 5: Tiện tinh mặt trụ ngoài
- Điều chỉnh chế độ cắt cho tiện bán tinh và tiện tinh, sau đó lấy chiều sâu cắt và tiến hành tiện theo phương pháp như tiện thô cho tới khi đạt được kích thước đường kính và đúng chiều dài.

- Khi tiện tinh, để tránh sai hỏng về kích thước đường kính trục nên sử dụng phương pháp cắt thử trước. từ dây, các thợ tiện lành nghề có được khái niệm "đo dò, cắt thử" rất hiệu quả để áp dụng biện pháp đạt kích thước góp phần nâng cao chất lượng gia công bằng máy tiện.
Bước 6: Tiện vát cạnh
Thông thường, sau khi gia công cắt gọt, các cạnh sắc cần được làm cùn, cũng có khi người ta dùng cụm từ "làm cùn cạnh sắc" hoặc "vát mép" để diễn đạt thao tác này. Để tiện vát cạnh chi tiết, ta điều chỉnh dao vát cạnh vào vị trí phôi cần vát cạnh, sao cho lưỡi cắt chính ở khoảng giữa của cạnh cần vát, mở máy quay thuận, điều chỉnh bàn dao ngang tiến vào phôi để cắt theo chiều dài và góc vát như trên bản vẽ.
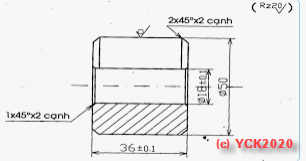
Một số chi tiết máy có yêu cầu sau gia công phải vát mép ở mặt ngoài hoặc vát mép ở mặt trong.
Bước 7: Kiểm tra
- Kiểm tra các kích thước đã gia công: mặt trụ cần đạt kích thước đường kính và chiều dài.
- Kiểm tra bề mặt gia công có đặt yêu cầu kỹ thuật hay không. Sau đó ta phân loại sản phẩm.
Như vậy, chúng ta đã cùng nhau tìm hiểu Đặc trưng của phương pháp tiện và các bước thực hiện Tiện trục trơn trên máy tiện vạn năng. Chúc các bạn thành công !

Không có nhận xét nào:
Đăng nhận xét
Hãy bình luận bằng tiếng Việt có dấu và Luôn tôn trọng người dùng khác, bạn nhé.