
TIẾN TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC
Link tải file bài viết Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
1. Chọn chuẩn gia công khi chế tạo trục
Trục là loại chi tiết máy điển hình, Chúng ta cùng tìm hiểu về "Chuẩn định vị khi gia công chi tiết dạng trục"; từ đó có cơ sở để lập Tiến trình gia công chi tiết trục.
Đối với chi tiết dạng trục, yêu cầu về độ đồng tâm giữa các cổ trục là rất quan trọng. Để đảm bảo yêu cầu này khi gia công chi tiết dạng trục cần phải dùng chuẩn tinh thống nhất.

a. hai mũi tâm thường; b. hai mũi tâm khía nhám; 1. mũi tâm; 2. chi tiết.
Hình 2 Sơ đồ định vị trục bằng hai lỗ tâm gá trên hai mũi tâm.
+ Dùng chuẩn tinh thống nhất thường là lỗ tâm côn ở hai đầu của trục. Dùng hai lỗ tâm côn làm chuẩn có thể hoàn thành việc gia công thô và tinh hầu hết các bề mặt của trục.
+ Trục rỗng khi gia công tinh mặt ngoài thì dùng mặt trong.
+ Có thể dùng mặt ngoài để định vị hoặc kết hợp mặt ngoài và lỗ tâm.
+ Gia công then và then hoa nên định vị bằng lỗ tâm hoặc trên khối V khi cổ trục đã gia công tinh.
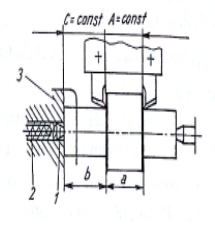
+ Khi định vị bằng lỗ tâm: Sai số chuẩn mặt ngoài bằng không; còn chiều dài là:
εcl = δA/2tanα

Hình 3. Sơ đồ định vị trên hai mũi tâm cứng khi gia công trục
+ Để tránh sai số chuẩn theo chiều dài thì có thể dùng mũi tâm tuỳ động.
Sơ đồ gia công trục khi gá trên mũi tâm tùy động theo phương pháp điều chỉnh dao sẵn.
+ Có thể dùng mũi tâm cố định khi n < 500v/ph hoặc mũi tâm quay.
2. Tiến trình gia công chi tiết dạng trục gồm những bước nào?
Tùy theo hình dạng, kích thước, độ cong vênh, độ chính xác số lượng, sản lượng, … ta xác định tiến trình gia công chi tiết máy dạng trục như sau:
- Bước 1: Gia công chuẩn bị.
+ Cắt phôi gia công trục bằng nhiều cách, tùy thuộc vào sản lượng gia công. Nếu cần, ta Khỏa mặt đầu; khoan lỗ tâm; gia công cổ đỡ (có khi không cần thiết) và có thể thực hiện như sau:
+ Gá lên mâm cặp khỏa mặt đầu, khoan lỗ tâm (áp dụng với sản xuất nhỏ)
+ Phay mặt đầu, khoan lỗ tâm theo dấu (áp dụng với sản xuất nhỏ - trục lớn)
+ Phay mặt đầu trên máy phay và khoan tâm trên máy khoan tâm chuyên dùng
+ Phay mặt đầu và khoan tâm trên cùng một máy chuyên dùng
Làm tốt công tác chuẩn bị gia công có ý nghĩa quan trọng trong sản xuất với số lượng lớn; nó rất hiệu quả trong việc rút ngắn thời gian gia công chi tiết.
- Bước 2: Tiện thô và tinh mặt trụ của các bậc trục
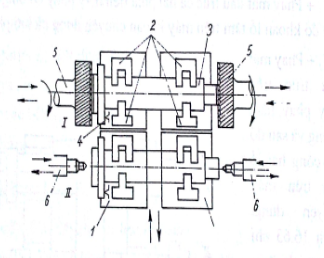
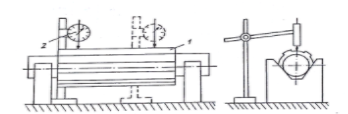
Hình 2. Sơ đồ phay hai mặt đầu và khoan lỗ tâm đồng thời trên máy chuyên dùng.
1. bàn máy; 2. khối V tự định tâm để gá kẹp; 3. chi tiết gia công; 4. chốt tỳ.

Hình 6. Gá trục trên mâm cặp và sử dụng các chấu cặp làm cữ chặn.
a. cữ là mặt đầu của chấu cặp; b. cữ là mặt bậc của chấu cặp;
c. cữ là bậc sấn trên chấu cặp; d. sơ đồ định vị.

Hình 7 Sơ đồ tiện trục dài với một đầu trên mâm cặp.

Hình 8 Chuẩn gá là mặt ngoài của trục gá trên ống kẹp đàn hồi.
a. ống kẹp đàn hồi kéo; b. ống kẹp đàn hồi đẩy.
1. ống kẹp; 2. chi tiết.
+ Có thể tiện bằng một dao hoặc nhiều dao.
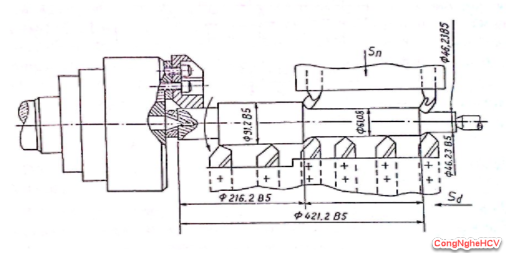
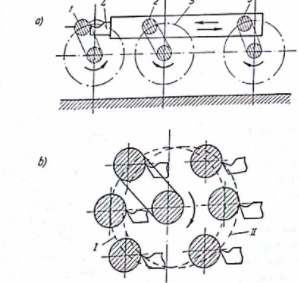
Hình 3. Sơ đồ tiện trên máy tiện bán tự động nhiều dao
+ Có thể dùng các phương pháp cắt với cách gá dao phù hợp tương ứng để nâng cao năng suất và chất lượng gia công (có thể lựa chọn phương pháp cắt, bao gồm một trong các phương pháp: cắt theo lớp, theo đoạn, cắt hỗn hợp ...).

Hình 4. Sơ đồ bố trí dao khi tiện nhiều dao khi chiều dài các bậc trục khác nhau nhiều. ở các trục nhỏ và dài dùng ống đỡ luynet để không phải gia công cổ đỡ.

Hình ống điều chỉnh để định vị phôi vào luynet
1. chi tiết gia công; 2. cổ của ống để tỳ vào luy-net; 3. vít điều chỉnh
- Bước 3: Mài thô và tinh các cổ trục
+ Mài thô và tinh các cổ trục trên máy mài tròn ngoài có tâm hoặc vô tâm tuỳ theo kết cấu, trên một số máy công cụ máy hiện đại có bộ phận tự kiểm tra kích thước và ngắt máy rất hiệu quả trong gia công các vị trí trên chi tiết trục.
+ Có thể dùng cách chạy dao ngang; chạy dao dọc hoặc nghiêng tùy theo kết cấu và độ chính xác yêu cầu.
+ Cần lưu ý sửa lỗ tâm trước khi mài tinh.
+ Khi mài, lượng thời gian phụ để kiểm tra lớn nên người ta dùng thiết bị kiểm tra ngay trong quá trình gia công.
Hình 6. Sơ đồ mài trục bậc và sơ đồ dụng cụ kiểm tra.
+ Gia công các bề mặt định hình
Gia công ren theo chiều trục và lỗ ren ở đầu trục. Có thể tiện, phay, tarô hoặc bàn ren tuỳ theo loại ren. Xem thêm ở bài gia công ren
Gia công răng trên trục. Xem thêm ở bài viết Các phương pháp cắt răng.
Gia công then và then hoa.
+ Dùng máy phay đứng hoặc nằm ngang, định vị trên khối V hoặc mũi chống tâm.
+ Trong sản xuất then hoa được phay trên máy phay lăn trục then hoa
+ Nếu cần nhiệt luyện thì phay thô trước và phay tinh trước nhiệt luyện sau khi nhiệt luyện để đạt độ chính xác người ta mài.

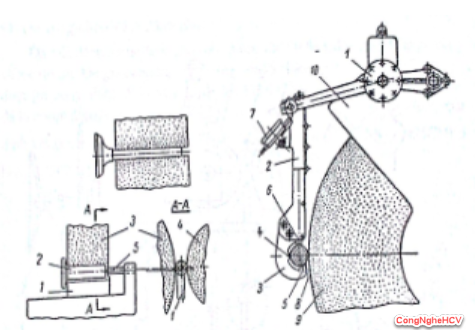
1. Trục then hoa; 2. Dưỡng; 3. tay quay; 4. đá mài.
Hình 7. Sơ đồ mài rãnh then hoa bằng đá tròn định hình.
- Bước 4: Gia công các mặt lệch tâm
+ ở chi tiết trục trên một bậc nào đó có bề mặt không tròn xoay hoặc tròn xoay nhưng không đồng tâm với trục chúng được gọi là cam. Có loại có nhiều bậc không nằm cùng trên một đường tâm như các loại trục khuỷu. Tất cả các loại mặt lệch tâm này cần có biện pháp gia công thích hợp mới đạt độ chính xác.
+ Gia công mặt lệch tâm tròn xoay có thể dùng phương pháp tiện hay mài bằng cách gá trên mâm cặp ba chấu nhờ căn đệm hoặc mâm cặp bốn chấu.

Hình Gá phôi trên mâm cặp ba chấu để tiện trục lệch tâm.
1. chấu cặp; 2. miếng căn
+ Có thể dùng đồ gá chép hình trên máy tiện vạn năng, máy mài tròn ngoài hoặc gia công trên máy bán tự động chép hình khi đó có thể gia công được cả mặt lệch tâm không tròn xoay.
+ Gá lệch cổ chính để đưa tâm cổ biên về tâm quay của trục chính của máy, cần chú ý khống chế góc xoay.
+ Trục quay trên cổ chính còn dao gắn trên trục khuỷu mẫu quay đồng bộ với trục khuỷu cần gia công (giống tiện chép hình).
+ Để chống biến dạng uốn khi gia công cổ biên người ta dùng các biện pháp chống uốn.
Hình 21. Sự biến dạng của trục khuỷu và biện pháp chống uốn.
+ Mài các cổ trục thường dùng trên máy mài chuyên dùng hoặc trên máy tiện có đồ gá.
- Bước 5: Gia công các lỗ chính xác dọc trục
+ Đối với Phôi đặc: khoan, khoét, doa hay tiện trong tuỳ theo kích thước, vị trí và độ chính xác. Sau đó dùng lỗ định vị để gia công tinh lại mặt ngoài.
+ Đối với Phôi có lỗ sẵn: dùng lỗ làm chuẩn thô gia công thô mặt ngoài sau đó dùng mặt ngoài gia công lỗ (thường tiện - khoét - doa).
+ Với lỗ sau nhiệt luyện cần phải mài (như mài tròn trong) kiểu máy và cách định vị tùy theo hình dáng trục và công dụng của lỗ.
Cách Gia công các lỗ vuông góc với tâm trục
+ Thường dùng máy khoan định vị trên khối V

Hình 22. Sơ đồ định vị khi khoan lỗ vuông góc với đường tâm trục.
1. Khối V; 2. Chi tiết gia công
+ Lỗ có đường kính nhỏ, mũi khoan kém cứng vững thường dùng bạc dẫn hướng, khoan mồi phay thẳng nhất là khi khoan lỗ xiên với tâm trục
- Nhiệt luyện TRỤC: Có thể tôi thể tích hoặc tần số tùy theo yêu cầu mà ta có quá trình nhiệt luyện khác nhau.
- Bước 6: Nắn thẳng TRỤC khi cần thiết
- Gia công tinh lần cuối
+ Thường mài tinh là đủ, với trục yêu cầu chính xác cao thì phải mài nghiền, mài khôn, mài siêu tinh xác, đánh bóng,…
- Kiểm tra chi tiết Trục sau gia công:
Kiểm tra kích thước của chi tiết dạng trục như đường kính; chiều dài các bậc; then; then hoa và ren,…
Ví dụ kiểm tra then hoa và độ đồng tâm của trục.

Kiểm tra độ đồng tâm giữa hai bậc trục.
1. trục đồ gá; 2. đồng hồ so
Hình 24. Kiểm tra độ song song rãnh then hoa với đường tâm trục.
1. trục kiểm tra; 2. đồng hồ
Công nghệ gia công trục rỗng; trục lớn và trục lệch tâm là những nội dung mở rộng hơn.
Tạm kết luận về Tiến trình công nghệ gia công chi tiết máy dạng trục.
Sau khi chọn chuẩn gia công, chúng ta thực hiện tiến trình gia công chi tiết trục gồm 6 bước:
Gia công chuẩn;
Tiện thô, Tiện tinh các bề mặt;
Gia công các mặt phụ;
Gia công các lỗ
Nắn phẳng trục sau khi gia công;
Chúng ta không quên các kỹ thuật kiểm tra cho chi tiết máy trục.
Chúc các bạn thực hiện thành công.










