
Thiết Kế Quy Trình Công Nghệ Lắp Ráp
Tải file của bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
Để thực hiện thành công việc thiết kế quy trình công nghệ lắp ráp chúng ta phải thực hiện liên hoàn từ trước khi gia công đến lắp ráp hoàn thành sản phẩm. Những phần việc bao gồm: xác lập các tài liệu ban đầu để thiết kế quy trình công nghệ lắp ráp rồi thực hiện theo một trình tự công nghệ lắp ráp; sau đó sẽ có phần việc kiểm tra công tác lắp ráp các bộ phận tạo thành cụm chi tiết và tạo thành máy hoàn chỉnh.
Bạn có thể tìm đọc lại bài viết này bằng các từ khóa: quy trình công nghệ lắp ráp, mối lắp cố định, mối lắp di động, kiểm tra trong quá trình lắp ráp, trình tự thiết kế quy trình công nghệ lắp ráp.
1. Quy Trình Công Nghệ Lắp Ráp là gì?
Quy Trình Công Nghệ Lắp Ráp là: Xác định trình tự và phương pháp lắp để tạo thành sản phẩm thỏa mãn các yêu cầu kỹ thuật một cách kinh tế nhất. Nội dung bao gồm:
- Nguyên công Lắp Ráp.
- Bước Lắp Ráp.
- Động tác Lắp Ráp.
2.Tài liệu ban đầu để Thiết Kế Quy Trình Công Nghệ Lắp Ráp
Bản vẽ lắp chung toàn sản phẩm, đầy đủ yêu cầu kỹ thuật
Bản thống kê chi tiết có đầy đủ số lượng quy cách
Thuyết minh về đặc tính của sản phẩm, yêu cầu nghiệm thu và các yêu cầu đặc biệt khác
Sản lượng, mức ổn định
Khả năng trang thiết bị dụng cụ để thực hiện.
3. Trình tự Thiết Kế Quy Trình Công Nghệ Lắp Ráp
- Nghiên cứu bản vẽ, kiểm tra tính công nghệ, giải chuỗi kích thước, sửa đổi kết cấu…
- Chọn phương án lắp.
- Lập sơ đồ lắp.
- Chọn Hình thức tổ chức và lập QTCN.
- Xác định nội dung, công việc cho từng nguyên công, bước.
- Xác định điều kiện kỹ thuật cho các bộ phận, cụm, mối lắp.
- Chọn dụng cụ, trang thiết bị.
- Xác định chỉ tiêu kỹ thuật, thời gian. So sánh phương án lắp về mặt kinh tế.
- Xác định thiết bị và Hình thức vận chuyển.
- Xây dựng những tài liệu cần thiết: bản vẽ, sơ đồ lắp, hướng dẫn …(So sánh với thiết kế QTCN gia công).
Các vấn đề cần chú ý khi chọn QTCN lắp ráp: Chia sản phẩm hợp lý, nên lắp cụm hay bộ phận ngoài địa điểm lắp toàn sản phẩm. Cố gắng sử dụng các trang thiết bị chuyên dùng. Giải quyết tốt khâu vận chuyển.
4. Lập sơ đồ lắp ráp
Khi lập sơ đồ lắp ráp , chúng ta cần chú ý:
- Chọn đơn vị lắp sao cho khi lắp thuận tiện nhất.
- Các đơn vị lắp không nên chênh lệch nhau quá lớn về số lượng chi tiết, khối lượng, kích thước …
- Bộ phận cần kiểm tra khi lắp nên tách thành đơn vị lắp riêng.
Xây dựng sơ đồ lắp ráp:
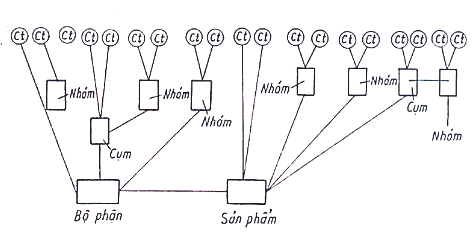
Hình 9.1. Sơ đồ lắp ráp
Các ví dụ:

Hình 9.3. Cơ cấu tỳ phụ
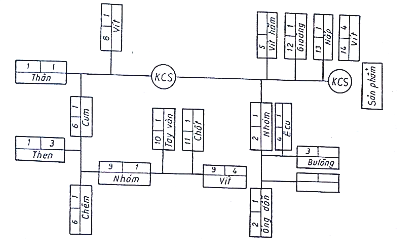
Hình 9.4. Sơ đồ lắp cơ cấu tỳ phụ

Hình 9.5. Sơ đồ lắp đơn giản khi lắp ráp cơ cấu tỳ phụ
Đề xuất cho bạn:
4. CÔNG NGHỆ LẮP MỘT SỐ MỐI LẮP ĐIỂN HÌNH
4.1. Lắp mối lắp cố định tháo được:
- Lắp bugiông (vít cấy).

Hình 9.6. Tay vặn chuyên dùng tháo gugiông
1- gugiông; 2- con lăn; 3- tay vặn.
- Lắp bu lông
Yêu cầu:
Đảm bảo vị trí liên quan và liên kết chặt chẽ của chi tiết lắp
Đủ bền, khi vặn không bị đứt, cháy ren.
Đảm bảo kín khít ở mối lắp khi cần.
Mặt phẳng bulông hay đai ốc phải áp sát mặt chi tiết, khít, không được kênh, hở.
Khi văn nhiều bulông phải có thứ tự.
Phải đề phòng tháo lỏng ở mối lắp ren.

Hình 9.7. Lắp ghép bằng bu lông
a. những dạng lắp ghép không đạt yêu cầu; b. trình tự xiết đai ốc.

Hình 9.5. Các dạng phòng tháo mũ ốc
4.2. Lắp mối lắp cố định không tháo được (có 5 loại):
- Lắp chặt bằng cách nung nóng vật bao.
+ Dùng khi mối lắp chịu lực lớn, chi tiết có đường kính lớn nhưng chiều dài lắp nhỏ.
+ Những chi tiết phức tạp khi nung dễ bị cong vênh, nứt.
+ Bề mặt dễ bị ô xi hóa làm giảm chất lượng bề mặt gia công.
- Lắp chặt bằng cách làm nguội vật bị bao
+ Khắc phục được nhược điểm của phương pháp nung nóng vật bao
+ Phương pháp này cần thiết bị phức tạp, đắt tiền nên chi phí tăng.
- Lắp chặt bằng ép nguội
+ Cần định hướng chi tiết bằng cách vát mép trục và lỗ
+ Xác định lực ép chính xác
- Lắp chặt bằng đinh tán
+ Dùng cho mối ghép chịu tảI trọng lớn rung động mạnh
+ Đinh tán có nhiều loại:

Hình 9.16. Lắp ghép bằng đinh tán các loại
- Lắp chặt bằng dập nguội, dán, hàn
4.3 Lắp các mối lắp di động (có 4 loại):
Các mối lắp di động, gồm các loại như sau:
Loại 1: Lắp ổ trượt liền

Hình 9.17. Các kiểu định hướng khi lắp ghép ổ trượt liền
1. thân đồ gá; 2. chốt định vị; 3. bạc cần lắp; 4. giá đỡ bạc; 2. lò xo; 6. chi tiết được lắp bạc vào.
+ Đường kính trong có khe hở với cổ trục
+ Đường kính ngoài của ổ thường lắp chặt với vỏ hộp, để lắp ráp người ta có thể dùng phương pháp nung nóng vật bao hoặc làm lạnh vật bị bao hay ép nguội.
Loại 2: Lắp ổ trượt bổ đôi
+ Cần tạo ra áp suất đều ở mặt ngoài của bạc với thân hộp
+ Cần có độ dôI theo chiều cao của nửa bạc nếu quá lớn sẽ bị biến dạng, nếu quá nhỏ thì không tạo được áp suất cần thiết. Cần xác định được
db: đường kính ngoài của bạc
dl: đường kính lỗ của hộp
i: độ dôi cần thiết của mối lắp

Hình 9.18. Sai lệch khi lắp ổ bạc hai nửa chọn độ dôi không đúng
a. h; b. h lớn, biến dạng số 8; c. h nhỏ bạc tiếp xúc không đều.
Loại 3: Lắp ổ lăn:
Có hai cách lắp ổ lăn, cụ thể mô tả như sau:
+ Vòng trong chặt với trục còn vòng ngoài lắp lỏng với thân hộp.
+ Vòng trong lắp lỏng với trục còn vòng ngoài lắp chặt với vỏ hộp
Lắp ổ lăn có đặc điểm có nhiều kiểu dụng cụ để lắp
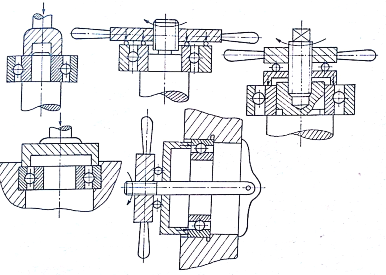
Hình 9.4. Một số dụng cụ lắp ổ bi
Khi lắp cần chọn phương pháp chặn ổ thích hợp
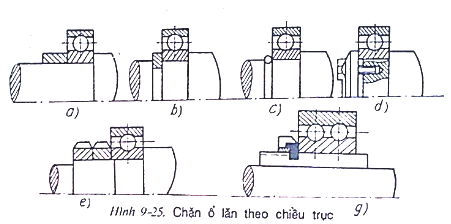
Hình 9.20. Chặn ổ lăn theo chiều trục
a. dùng bạc chặn; b, c. dùng vòng găng; d. dùng vít hãm; e, g. dùng đai ốc hãm.
Loại 4: Lắp ổ bi kim
Cần phải chế tạo trục phụ (hay bạc phụ) có đường kính lắp ghép nhỏ hơn trục khoảng (0,1 - 0,2) mm.

Hình 9.21. Lắp ổ bi kim
a. lắp bi vào ổ; b. lắp trục vào ổ.
Tất cả các ổ bi sau khi lắp được kiểm tra:
+ Quay êm nhẹ nhàng không tiếng ồn.
+ Kiểm tra khe hở hướng kinh và hướng trục
5. KIỂM TRA TRONG QUÁ TRÌNH LẮP
Tùy theo điều kiện và yêu cầu mà ta có Các phần việc khi kiểm tra trong lắp ráp các chi tiết máy như sau:
- Kiểm tra trực tiếp không cần dụng cụ:
Ta có thể nhìn, nghe … để kiểm tra độ chính xác không cao phụ thuộc vào kinh nghiệm, kiểm tra mang dạng định tính → áp dụng cho sản xuất nhỏ.
- Kiểm tra bằng cơ khí:
Chúng ta sẽ dùng đến các dụng cụ cơ khí như: thước cặp, panme, đồng hồ, calíp, dưỡng…

Hình 9.22. Sơ đồ kiểm tra khe hở và độ đảo mặt đầu của ổ lăn
- Kiểm tra tự động:
Đối với những dây chuyền sản xuất, hoặc sản xuất loạt, số lượng sản phẩm lớn, chúng ta sẽ nhờ đến các thiết bị chuyên dùng.
Cân bằng máy.
Cân bằng máy là một phần việc quan trọng vì khi hoạt động, các chi tiết có thể chuyển động tương đối so với nhau; rất quan trọng đến tính ổn định của những kết cấu có chuyển động với tốc độ cao. Sau khi lắp ghép hoàn chỉnh, ta cần Cân bằng máy, khi đó các phần việc bao gồm:
+ Cân bằng tĩnh thường cân bằng các chi tiết có L/D <1

Hình 9.23. Sơ đồ cân bằng tĩnh
+ Cân bằng động thường các chi tiết L/D lớn làm việc ở tốc độ cao
Hình 9.24. Sơ đồ nguyên lý cân bằng động
- Kiểm tra chất lượng sản phẩm
+ Kiểm tra các thông số hình học: độ chính xác về vị trí tương quan.
+ Kiểm tra động học: chạy không tải và chạy rà các bề mặt làm việc.
+ Kiểm tra động lực học: chạy có tải với công suất toàn phần trong thời gian và điều kiện đã quy định.
Công việc lắp ráp rất quan trọng góp phần hoàn chỉnh quy trình cong nghệ chế tạo máy. Ta cần bố trí hài hòa giữa thời gian, công sức, chi phí nhân công để tăng hiệu quả công việc lắp ráp.
Năng suất lắp ráp
Người ta cần phải tính toán và quan tâm đến Năng suất lắp ráp. Năng suất lắp có thể tính theo công thức, phụ thuộc vào các thành phần sau đây:
Q : số lượng sản phẩm lắp trong một đơn vị thời gian.
T : thời gian để tính năng suất (ca, giờ, phút …)
B : số công nhân làm việc tại một vị trí lắp.
Ttc : thời gian lắp từng sản phẩm.
Ttc = Tcb + Tph + Tphv + Tn
Xem thêm: Nguyên lý cắt gọt kim loại: Các chuyển động trong quá trình cắt – các yếu tố cắt khi tiện









