
Tìm hiểu chung về Chi tiết máy dạng trục - Kiến thức cơ bản Công nghệ chế tạo máy
Trong cơ khí chế tạo máy, chi tiết máy dạng trục là 1 trong 5 chi tiết máy điển hình, bao gồm: chi tiết dạng hộp (thanh), chi tiết dạng trục, chi tiết dạng càng, chi tiết dạng bạc và chi tiết dạng đĩa. Nắm vững đặc điểm, tính năng cũng như điều kiện sử dụng các chi tiết máy điển hình này sẽ giúp chúng ta có những kiến thức trong việc thiết kế, gia công cũng như phát huy tối đa hiệu suất trong quá trình sử dụng.
Bài viết này, Blog CongNgheHCV sẽ giúp các bạn có những kiến thức cơ bản nhất về chi tiết máy dạng trục.
Nếu cần, bạn hãy xem Hướng dẫn để Tải về file word tài liệu này bạn nhé (Free download).
Chi tiết máy dạng trục là gì?
Chi tiết máy dạng trục là chi tiết dùng để truyền chuyển động quay, momen xoắn và để mang các chi tiết khác.
Kết cấu của chi tiết máy dạng trục
Chi tiết máy dạng trục thông thường bao gồm 4 bộ phận chính là thân trục, ngõng trục, vai trục và bề mặt chuyển tiếp.

Thân trục
- Thân trục là phần để lắp ghép với các chi tiết máy khác (như bánh răng, bánh đai, bánh xích …).
- Để cố định các chi tiết máy trên thân trục theo chiều dọc trục, tùy thuộc vào tải trọng tác dụng mà có thể sử dụng các phương pháp sau:
+ Tải trọng nặng: lắp có độ dôi, tựa vào vai trục
+ Tải trọng trung bình: cố định bằng đai ốc, chốt …
+ Tải trọng nhẹ: sử dụng vòng kẹp, vít chặn …
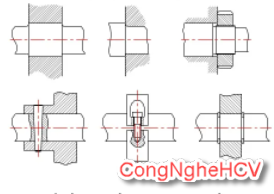
- Để cố định các chi tiết máy trên thân trục theo chiều tiếp tuyến, thường sử dụng then (then bằng, bán nguyệt hoặc then hoa).
- Để giữ khoảng cách tương đối các chi tiết trên thân trục, thường dùng bạc lót, đai ốc, vòng hãm…
Ngõng trục
Ngõng trục là phần dùng để lắp các ổ trục (ổ đỡ). Khi ngõng trục lắp với ổ trục, đường kính của ngõng trục được tiêu chuẩn hóa theo đường kính trong của ổ trục.
Vai trục
Vai trục là mặt tỳ để cố định các chi tiết máy lắp trên trục theo phương dọc trục.
Bề mặt chuyển tiếp
Bề mặt chuyển tiếp là phần nằm giữa 2 đoạn trục có đường kính khác nhau, vai trục, rãnh tròn hay rãnh thoát dao.
Tính công nghệ trong kết cấu chi tiết dạng trục
Có nhiều cách để diễn đạt về Tính công nghệ trong kết cấu chi tiết trục, nhưng khi thiết kế, ta nên lựa chọn các đặc điểm của Trục như sau:
- Các bề mặt trên trục có thể gia công bằng dao thông thường
- Đường kính các cổ trục giảm dần về hai đầu
- Đường kính trục giảm đến mức có thể sao cho vẫn đảm bảo yêu cầu làm việc
- Các bề mặt khác (rãnh then, then hoa, lỗ…) phải được bố trí gia công dễ dàng
- Khi gia công trục dài phải bố trí được luynet dễ dàng.
Có những loại trục nào? Cách phân loại theo đặc điểm trục ra sao? Mời bạn cùng tiếp tục ở phần sau nhé.
Các loại trục
Phân loại theo đặc điểm chịu tải trọng
Gồm 2 loại là trục tâm và trục truyền
- Trục tâm: Là loại trục mà chỉ dùng để lắp các chi tiết quay, tải trọng tác dụng lên trục duy nhất là momen uốn. Trục tâm có thể quay cùng hoặc không quay cùng với các chi tiết khác lắp trên nó.
- Trục truyền: Là trục vừa chịu momen uốn (lắp các chi tiết quay), vừa chịu momen xoắn (để truyền chuyển động).
Theo hình dạng đường tâm trục
Gồm 2 loại là trục thẳng và trục khuỷu


Phân loại theo cấu tạo trục
Gồm 4 loại chính là trục trơn, trục bậc, trục đặc và trục rỗng
- Trục trơn: là trục có đường kính không thay đổi trên suốt chiều dài trục
- Trục bậc: là trục có nhiều đoạn với đường kính mỗi đoạn khác nhau
- Trục đặc: Là loại trục thường sử dụng ở những vị trí chịu tải trọng nhỏ và trung bình
- Trục rỗng: là loại trục sử dụng ở những vị trí đòi hỏi sự khắt khe về khối lượng trục. Trục rỗng có khả năng chịu xoắn cao hơn trục đặc cùng tiết diện
Vật liệu chế tạo trục
Căn cứ vào điều kiện làm việc, khả năng chịu tải trọng mà lựa chọn vật liệu chế tạo trục cho phù hợp
- Đối với trục không có yêu cầu cao về điều kiện làm việc và chịu tải trọng không lớn thì thường sử dụng thép cacbon CT5 không nhiệt luyện.
- Đối với trục đòi hỏi yêu cầu cao về điều kiện làm việc và chịu tải trọng tương đối lớn thì thường sử dụng thép cacbon C45 hoặc thép hợp kim 40CrNi nhiệt luyện
- Đối với trục chịu tải trọng lớn và sử dụng trong các máy móc quan trọng thì thường sử dụng thép hợp kim (như 40CrNi, 30CrMnTi …) và được tôi cải thiện
- Đối với trục làm việc với tốc độ quay lớn và chịu tải trọng lớn thì thường sử dụng thép hợp kim như 12CrNi3A, 18CrMnTi thấm cacbon.
- Đối với trục yêu cầu cần độ bền cao, chịu rung động mài mòn (như trục khuỷu động cơ) thì thường sử dụng vật liệu là gang xám hoặc gang cầu.
Phương pháp chế tạo trục
- Đối với trục trơn: sử dụng phôi dạng hộp (thanh)
- Đối với trục bậc có đường kính chênh lệch nhỏ: sử dụng phôi cán nóng
- Đối với trục bậc có đường kính chênh lệch lớn: sử dụng phôi rèn, phôi dập nóng
- Đối với trục làm bằng vật liệu gang (gang cầu hoặc gang xám): sử dụng phôi đúc.
Các bước chế tạo chi tiết trục
Khỏa mặt đầu và khoan lỗ tâm
- Mặt đầu trục: thường sử dụng phương pháp phay mặt đầu
- Khoan lỗ tâm: thường sử dụng máy tiện định tâm

Gia công thô và tinh các bề mặt trục, ngõng trục
Gia công thô các bề mặt trục, ngõng trục có thể sử dụng máy tiện vạn năng hoặc máy mài tròn ngoài


Gia công các chi tiết trên thân trục
- Gia công ren trên trục: sử dụng phương pháp tiện ren, cán ren hoặc phay ren

- Gia công rãnh then, then hoa: sử dụng phương pháp phay ngón, phay đĩa

- Gia công răng trên trục: sử dụng phương pháp phay định hình

- Gia công lỗ trên trục: sử dụng phương pháp khoan, tiện, doa hoặc khoét lỗ

- Gia công các phần lệch tấm: sử dụng phương pháp phay, tiện
Gia công tinh lần cuối chi tiết trục
- Với trục yêu cầu có độ chính xác thường: sử dụng phương pháp mài tinh
- Với trục yêu cầu độ chính xác cao (trục khuỷu, trục máy cắt): sử dụng phương pháp đánh bóng hoặc mài siêu tinh

Kiểm tra chi tiết trục
- Kiểm tra độ chính xác đường kính trục, chiều dài bậc trục, độ nhám

- Kiểm tra độ đồng tâm giữa các bậc trục

- Kiểm tra độ vuông góc của các mặt đầu và đường lỗ tâm trục

Yêu cầu kỹ thuật chi tiết trục
Sau khi gia công xong, chi tiết dạng trục phải đạt những yêu cầu kĩ thuật về kích thước, vị trí tương quan giữa các bề mặt và chất lượng bề mặt gia công. Dưới đây là một số chỉ tiêu về Yêu cầu kỹ thuật chi tiết trục, bạn có thể tham khảo:
- Dung sai chiều dài mỗi bậc trục từ 0.05 ÷0.2 mm
- Kích thước đường kính các cổ lắp ghép yêu cầu cấp chính xác 7 ÷ 9, hoặc có thể cấp 5
- Độ chính xác hình dáng hình học (côn, ô van ) các trục trong khoảng 0.25 ÷ 0.5 dung sai đường kính cổ trục
- Độ lệch tâm giữa các cổ trục lắp ghép không quá 0.01 ÷ 0.03 mm
- Độ nhám cổ trục Ra = 1.25 ÷ 0.63, các mặt đầu Rz = 40 ÷ 20, bề mặt không lắp ghép Rz = 80 ÷ 40.
- Độ không song song giữa rãnh then, then hoa với các tâm trục không quá 0.01mm/100mm chiều dài. Độ không song song giữa rãnh then, then hoa với các tâm trục không quá 0.01mm/100mm chiều dài.
Liên quan:
- Phương pháp CHẾ TẠO CÁC CHI TIẾT DẠNG TRỤC
- Bài tập lớn Công nghệ chế tạo máy: Thiết kế quy trình công nghệ gia công chi tiết Cần Đỡ Trục
- Công nghệ chế tạo máy: TIẾN TRÌNH CÔNG NGHỆ khi chế tạo trục










