SỰ TẠO HÌNH BỀ MẶT GIA CÔNG TRÊN MÁY CÔNG CỤ
Trong công nghệ chế tạo máy, gia công chi tiết cần có hình dạng, kích thước đạt yêu cầu kĩ thuật và đảm bảo chất lượng bề mặt. Mời bạn tìm hiểu bài viết “NGUYÊN LÝ TẠO HÌNH BỀ MẶT GIA CÔNG TRÊN MÁY CÔNG CỤ” với các nội dung chính sau đây:
Các bề mặt gia công trên máy công cụ
Phương pháp tạo hình bề mặt gia công
Các bề mặt trên vật gia công
Bài viết này thuộc chủ đề Giáo trình Công nghệ chế tạo máy và Nguyên lý cắt gọt bằng máy công cụ. Bạn có thể tìm đọc lại bài viết này bằng các từ khóa: Giáo trình, Công nghệ chế tạo máy, Nguyên lý cắt gọt kim loại, máy công cụ, Các Phương pháp tạo hình, Bề mặt gia công, là gì? Tải về.
Link tải file bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
1. Các bề mặt gia công trên máy công cụ
Bề mặt của các chi tiết máy, khí cụ và dụng cụ rất đa dạng. Trên máy công cụ, với quá trình cắt bằng các dụng cụ cắt khác nhau, ta có thể tạo ra bề mặt có hình dạng bất kỳ.
Xem thêm: Máy công cụ là gì?
Có nhiều cách phân loại bề mặt gia công, song thuận tiện hơn cả là phân loại theo hình dạng bề mặt như: mặt phẳng, mặt trụ tròn và không tròn, mặt côn tròn và không tròn, mặt kẻ khai triển và không khai triển, mặt cầu v.v…
Có thể coi các bề mặt chi tiết gia công là quỹ tích các đường sinh tạo hình chuyển động theo đường chuẩn.

Hình I -1: Các dạng bề mặt gia công
Do tính bất biến hay biến đổi hình dạng của các đường sinh theo thời gian, chúng ta có thể phân loại bề mặt gia công ra thành ba nhóm:
Nhóm cả hai đường sinh, đường chuẩn đều không đổi;
Nhóm có một đường sinh cố định và một đường chuẩn biến đổi;
Nhóm cả hai đường sinh, đường chuẩn đều biến đổi.
Ví dụ: mặt phẳng được tạo hình do đường sinh thẳng 1 chuyển theo đường chuẩn thẳng 2 (hình I – 1a); mặt trụ tròn được tạo hình do đường sinh thẳng 1 di chuyển theo đường chuẩn tròn 2 (hình I – 1b) hoặc do đường sinh tròn 1 di chuyển theo đường chuẩn 2 (hình I – 1c); mặt răng thân khai (thuộc họ mặt kẻ khai triển) được tạo hình do đường sinh thân khai 1 trượt dọc theo đường chuẩn 2 (hình I – 1d) hoặc do đường sinh thẳng 1 trượt theo đường chuẩn thân khai 2 (hình I – 1e); mặt côn được tạo hình do đường sinh thẳng 1 di chuyển theo đường chuẩn tròn 2 mà đường sinh này luôn luôn hợp với đường trục đi qua tâm đường chuẩn một góc không đổi (hình I – 1f).
Thực ra, mỗi chi tiết gia công trên máy ít khi chỉ có một bề mặt (viên bi), mà đa số các phôi gia công được giới hạn bởi một số bề mặt có các đường chuyển tiếp giữa chúng. Toàn bộ bề mặt chi tiết máy là do tập hợp các bề mặt thành phần tạo ra có sự phân bố nhất định.
Ví dụ: trục vít có nhiều đầu mối là tập hợp các mặt trụ và xoắn phân bố đối xứng quanh cùng một trục (trục tâm của trục vít).
Tóm lại, có thể tạo hình các dạng hình học của đa số bề mặt chi tiết máy bằng cách dùng các đường sinh sau đây :
Đường sinh do máy chỉ có chuyển động quay và thẳng đều tạo ra như: đường thẳng, đường tròn hay cung tròn, đường xoắn trên mặt trụ (hoặc côn), đường xoắn Acsimét, …
Đường sinh do máy có chuyển động thẳng và quay đơn giản đều và không đều tạo ra như: đường parabol,đường hypecbol, đường elíp, đường xoắn logarit v.v...
Trong điều kiện gia công thực tế, không tồn tại các đường gia công kể trên, mà chúng được tạo ra do sự tổ hợp các chuyển động thẳng và quay của dụng cụ cắt và phôi tạo thành.
Các chuyển động tương đối để tạo ra các đường sinh trên được gọi là chuyển động tạo hình. Nó có thể là chuyển động đơn giản (khi chỉ có một chuyển động) hoặc phức tạp (gồm một số chuyển động đơn giản kết hợp theo một qui luật nhất định).
2. Có những phương pháp tạo hình bề mặt gia công nào?
Hiện tồn tại bốn phương pháp tạo hình các đường sinh như: chép hình, bao hình, theo vết (quỹ tích) và tiếp xúc.
2.1. Phương pháp chép hình là gì?
Lưỡi cắt của dao (còn gọi là đường cắt) có dạng trùng với đường sinh của bề mặt tạo hình. Trong quá trình cắt, lưỡi dao luôn tiếp xúc với bề mặt tạo hình.
Ví dụ, để gia công mặt trụ tròn (hình I-2a) thì đường sinh 1 chép lại hình lưỡi cắt, đường chuẩn tròn 2 là do phôi quay tròn đều tạo ra. Máy chỉ có một chuyển động tạo thành, là chuyển động quay tròn đều của phôi. Muốn cắt đi lượng dư gia công để chi tiết đạt kích thước cuối cùng thì cần có chuyển động tiến dao ngang, được gọi là chuyển động điều chỉnh, nó không phải là chuyển động tạo hình. Tương tự, trong trường hợp gia công bánh răng bằng dao phay đĩa modun thì hình dạng lưỡi cắt của dao trùng với profile rãnh răng-chính là đường sinh. Đường chuẩn thẳng do phôi có chuyển động dọc trục tạo ra. Máy có hai chuyển động tạo hình: chuyển động quay tròn của dao phay và chuyển động thẳng của phô Ngoài ra, để gia công các rãnh răng kế tiếp, máy cần có chuyển động quay chu kỳ đi một góc tương ứng với bước ăn khớp, đó là chuyển động phân độ.

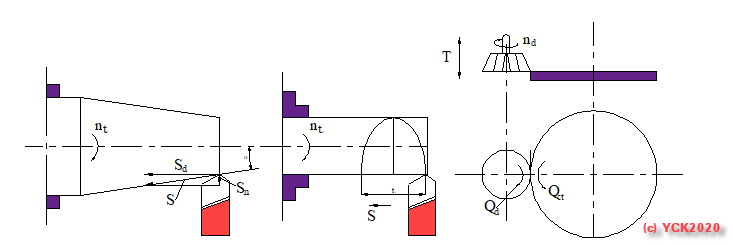
Các phương pháp tạo hình bề mặt
2.2. Phương pháp bao hình là gì?
Lưỡi cắt chuyển động tạo ra nhiều bề mặt, đường và điểm hình học luôn luôn tiếp xúc với bề mặt gia công. Quỹ tích các điểm (tiếp điểm) này chính là đường sinh của bề mặt tạo hình (còn gọi là hình bao của lưỡi cắt). Bề mặt tạo hình không phụ thuộc vào hình dạng của lưỡi cắt.
Hình I-2c là sơ đồ gia công bánh răng theo phương pháp bao hình. Lưỡi cắt có dạng răng thanh răng. Nếu truyền cho phôi chuyển động quay và tương ứng cho răng thanh răng chuyển động thẳng (cặp chuyển động tương đối này nhắc lại sự ăn khớp của bộ truyền thanh răng-bánh răng), thì lưỡi cắt sẽ có đường sinh (do tập hợp các tiếp điểm tạo nên) chính là hình bao lấy đường sinh của bề mặt tạo hình. Trường hợp này cần có ba chuyển động tạo hình là: Phôi quay, dao thanh răng tịnh tiến dọc và dao hay phôi dịch chuyển tịnh tiến dọc trục bánh răng.
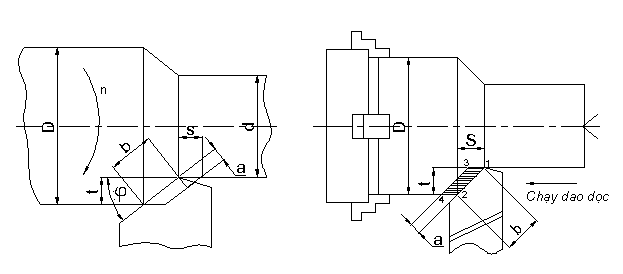
2.3. Phương pháp theo vết (quỹ tích) là gì?
Bề mặt tạo hình là vết chuyển động của lưỡi dao. Đường sinh là vết vạch của mũi dao vạch ra. Ví dụ, khi tiện trơn mặt trụ (hình I – 2d ) và khi khoan ( hình I– 2e ), đường sinh 1 là vết điểm A – mũi dao tiện. Dao và phôi có các chuyển động tương đối sao cho đỉnh A của lưỡi dao cắt luôn tiếp xúc với đường sinh 1. Đường chuẩn do phôi hay dao quay tạo ra. Máy có hai chuyển động tạo hình đơn giản.
2.4. Phương pháp tiếp xúc là gì?
Trên cơ sở đường sinh 1 (hình I – 2f) là đường tiếp xúc với hàng loạt (chuỗi) các đường hình học phụ 2 do các điểm cắt của lưỡi cắt chuyển động tạo ra.
Ngoài bốn phương pháp tạo hình bề mặt trên, về mặt lý thuyết còn nhiều phương pháp tạo hình khác. Cùng một bề mặt có thể tạo hình bằng nhiều đường sinh khác nhau, ví dụ mặt hyperboloid tròn xoay, mặt trụ tròn xoay (hình I – 3); Nhưng khi thay đổi vị trí tương đối của đường sinh thẳng với trục quay thì ta sẽ có các dạng bề mặt khác nhau: mặt hyperboloid tròn xoay, mặt trụ tròn và mặt côn.

Hình I– 3: Các dạng đường sinh
Như vây, chúng ta đã tìm hiểu về Phương pháp tạo hình bề mặt gia công trên máy công cụ. Sau đây, chúng ta tiếp tục tìm hiểu về Các bề mặt trên vật gia công nhé.
3. Các bề mặt trên vật gia công
Trên bề mặt đang gia công (hình I-4) người ta phân biệt ba mặt:
Mặt chưa gia công (1) –từ đó một lớp kim loại sẽ được cắt đi thành phoi.
Mặt đã gia công (2) – bề mặt phôi sau khi cắt đi một lớp kim loại.
Mặt đang gia công (3) – bề mặt phôi nối tiếp giữa mặt chưa gia công và mặt đã gia công. Trong quá trình cắt, mặt đang gia công luôn luôn tiếp xúc với lưỡi cắt chính của dao.

Hình 1-4. Các bề mặt của chi tiết gia công
Hi vọng rằng, các bạn đã hiểu rõ hơn về Các bề mặt gia công trên máy công cụ và những phương pháp tạo hình trong nguyên lý hoạt động của máy công cụ gia công chính xác, những kiến thức cơ sở về Nguyên lý cắt gọt này sẽ giúp các bạn có cơ sở tốt để thực hành gia công cơ khí chính xác trên các máy công cụ vạn năng và máy CNC. Chúc các bạn thành công.
Bài tiếp: Máy Công cụ là gì? Môn học Máy công cụ nghiên cứu những gì? Bao lâu?
Xem thêm: