
PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC ROUTER
Chuẩn bị PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC
- Nghiên cứu bản vẽ: [hốc phẳng trên phôi 200*500*20, rmin = 3mm] .

Hốc phẳng kích thước: 100x200x15
Bán kính chuyển tiếp tại 4 góc: R = 4mm
Gốc tọa độ phôi tại góc trên cùng bên trái của phôi
- Dụng cụ, trang thiết bị:
+ Dụng cụ cắt: Dao phay ngón phi 6.
+ Dụng cụ gá lắp: Bầu cặp dao phay; Đồ gá phôi; Cờ lê 13,14,17; Chổi lông, giẻ lau;
+ Dụng cụ kiểm tra: Thước cặp 1/20.
+ Máy Phay CNC Router; Máy tính đã kết nối với máy phay.
Trình tự thực hiện PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC ROUTER
Bước 1. Thiết kế, lập trình PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC ROUTER
- Thiết kế phôi: Khởi động phần mềm Pro Engineer, chọn chế độ thiết kế vật thể Part và thiết kế phôi đạt kích thước của bản vẽ. Thông số phôi: dạng solid, kích thước Dài x Rộng x Cao: (100x50x20).
+ Chọn “New”: Để mở 1 chương trình làm việc mới.
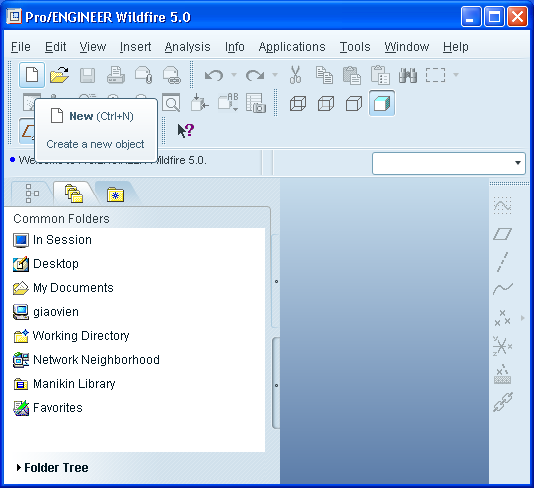
Hình 3.10
+ Chọn loại bản vẽ “Part” ; đặt tên file; chọn đơn vị mm;
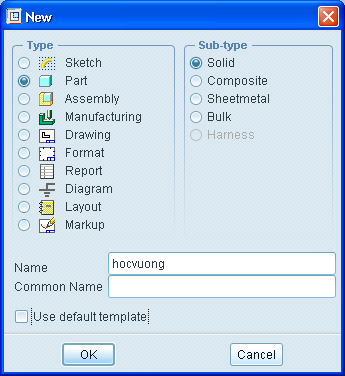
Hình 3.11
+ Chọn “Extrude” để tạo phôi
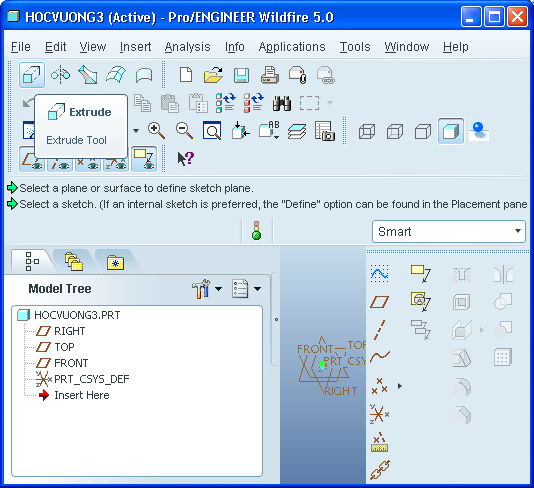
Hình 3.12
Sau đó ta chọn “ Define” trong “Placement” để thiết kế với chế độ mặc định.

Hình 3.13
+ Chọn mặt phẳng vẽ là 1 trong 3 mặt phẳng hình chiếu cơ bản, có thể chọn là “Top”;
+ Nhấp chuột chọn “Sketch” để vào môi trường vẽ phác thảo. Chọn công cụ Rectangle để vẽ biên dạng phôi, sau đó thiết lập chiều dày phôi theo yêu cầu.

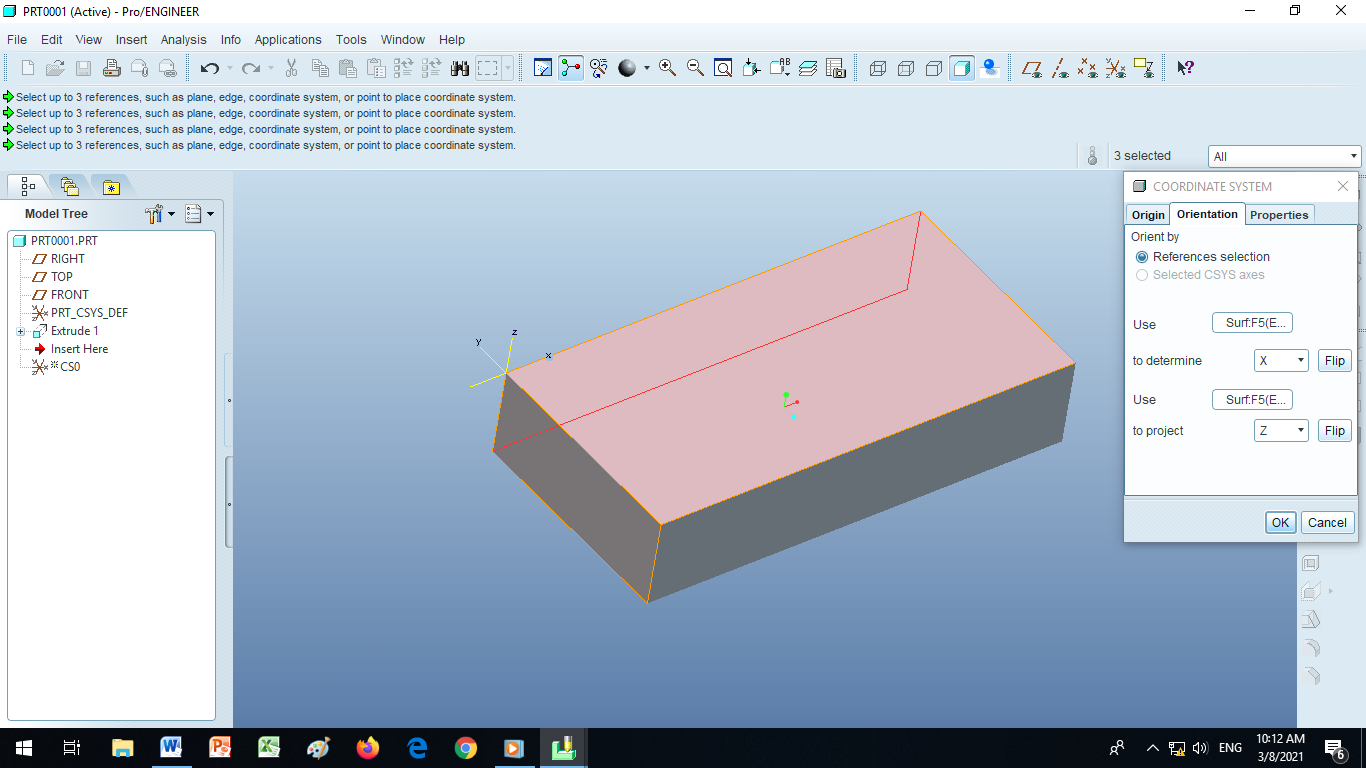
+ Đặt gốc tọa độ bằng công cụ Coordinate System.
+ Lưu sản phẩm: khi thiết kế xong lưu lại “Save as”.
- Thiết kế hốc: Dùng công cụ Extrude để tạo hốc có kích thước theo bản vẽ. Trong thao tác này cần chú ý chiều “Extrude” phải ngược lại để tạo hốc. Khi tạo góc lượn hốc, bán kính góc lượn lớn hơn hoặc bằng bán kính dao phay.
+ Lưu sản phẩm: khi thiết kế xong lưu lại “Save as”.
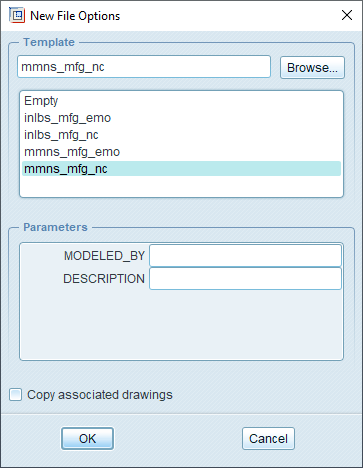
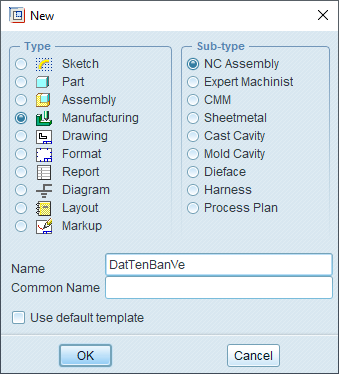
- Thiết lập chế độ cắt gọt: Trên Pro Engineer, khởi tạo môi trường gia công Manufacturing, đặt tên; chọn đơn vị mm_nc (hình 3.14)
+ Sau đó gọi chi tiết cần gia công.
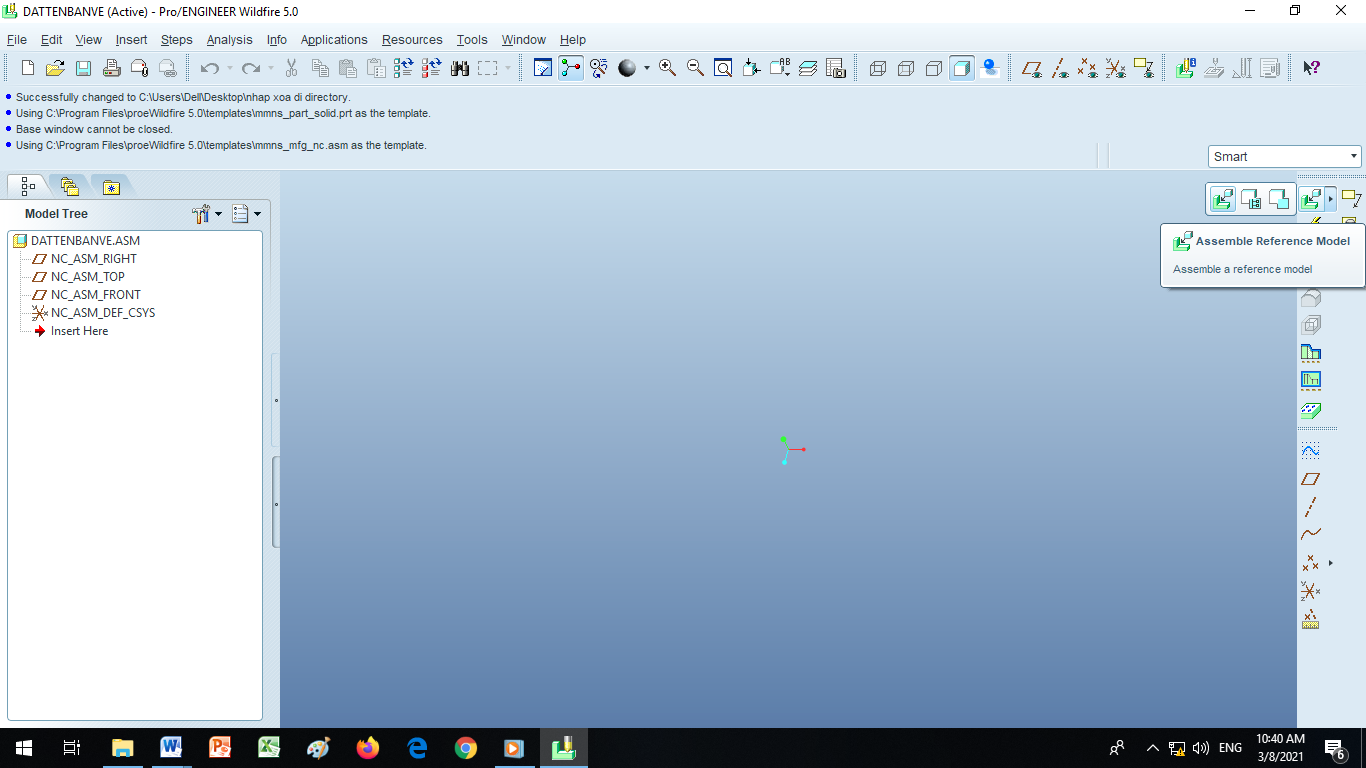
+ Trên thanh “Automatic” chọn mặc định “Default”;
+ Trên thanh công cụ “Step” chọn “Operation”; hộp thoại mở ra chọn tên máy CNC gia công, gốc tọa độ gắn với máy “Machine Zero”, bề mặt “Surface” (hình 3.15)
Trên Thanh công cụ, chọn Volume Rough để gia công.
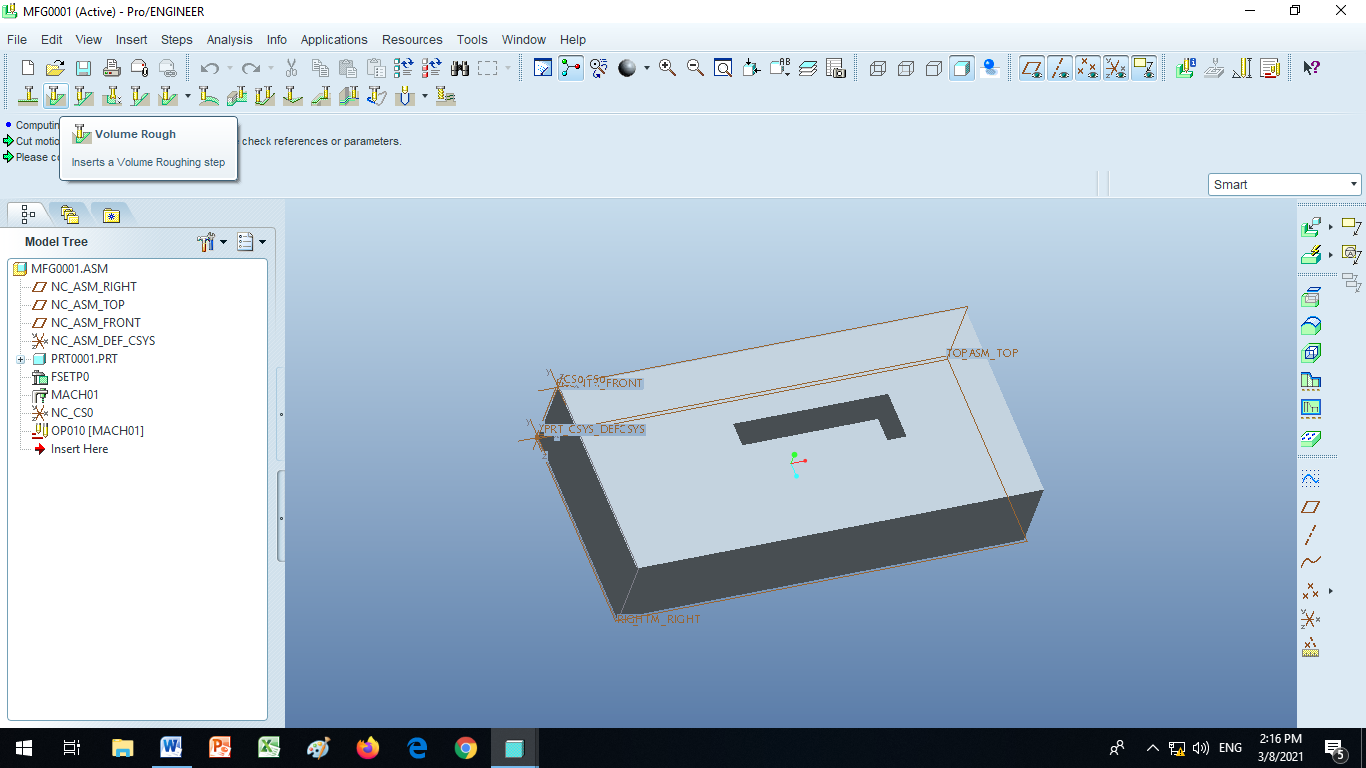
+ Tại bảng điều khiển “Menu Manager” tích chọn: Name, Tool, Parameters, Volume, Build Cut.

+ Chọn thông số dao phay: Đường kính và chiều dài dao. (hình 3.16)

Hình 3.16
+ Chọn thông số cắt gọt: (hình 3.17) Lựa chọn các thông số sao cho phù hợp với điều kiện gia công như vật liệu của phôi, chất lượng dao. Ở đây ta lấy ví dụ với dao thép gió chất lượng tốt, phôi làm bằng vật liệu nhựa POM:

Hình 3.17
Trong đó: Cut Feed: Tốc độ cắt (mm/phút); Step Depth: Chiều sâu cắt; Groove Depth: Chiều sâu gia công; Clear Dist: Chiều cao an toàn; Spindle Speed: Tốc độ quay trục chính (vòng/phút).
+ Chọn đối tượng gia công: Đưa con trỏ vào bề mặt đáy hốc.
- Chạy Play Path (hình 3.18)

Hình 3.18
+ Lưu file: file/Save as/ đặt tên: “TenChuongTrinh”. Lúc này file được tạo dưới dạng “.ncl”
- Xuất chương trình gia công
Chuyển file tạo được sang dạng “*.tap”: Trên thanh công cụ chọn Tool/CL Data/Post Process; Chọn file; chọn UNCX01.P20 (hình 3.19)

Như vậy ta đã thiết kế được chi tiết cần gia công dưới dạng “*.tap”
Qua phần trên đây, chúng ta cũng đã hiểu cách xuất file gia công trên phần mềm Pro Engineer 5.0, qua đó đã có được file gia công để phay hốc phẳng theo yêu cầu. bây giờ, chúng ta sẽ tìm hiểu các bước phay hốc trên máy phay phay cnc Router nhé.
Bước 2. Gia công PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC
- Thao tác Gá dao: Dùng cờ lê 13,14, 17 lắp dao phay lên bầu cặp với colet ER32.
- thao tác Gá phôi: Gá phôi trên bàn máy với bộ đồ gá.
(1) Set gốc tọa độ: Khởi động máy phay CNC, khởi động phần mềm NcStudio, mở file đã tạo ở phần trên : “TenChuongTrinh.tap” bằng cách kích chuột vào File/Open and load. Chọn gốc tọa độ máy phay CNC bằng cách: Di chuyển dao về vị trí trùng với gốc phôi đã định thông qua các nút điều khiển trên “Manual”. Đặt vị trí đó là gốc tọa độ của máy phay bằng cách kích chuột vào thanh “W.Coor”, kết quả ta xác định được gốc tọa độ X0, Y0 và Z0.
(2) Chạy thử không cắt: nâng dao lên đạt Z10 và đặt tạm thời là Z0 để chạy thử không cắt gọt, thao tác này giúp tăng độ tin cậy trong quá trình thử nghiệm đầu loạt sản xuất. Nếu quá trình gia công chưa tối ưu ta có thể điều chỉnh và xuất lại chương trình gia công, nếu phương hướng công nghệ hợp lý, ta chuyển sang bước tiếp theo.
(3) Cắt gọt chính thức: Ta chạm dao lại bề mặt chi tiết để xác định Z0 trước khi vào cắt gọt chính thức. Kích chuột vào biểu tượng : “ ” để bắt đầu. Trong quá trình gia công nếu có bất thường gì thì dùng nút dừng khẩn cấp “E-Stop”. Sau khi gia công xong dừng máy: kích chuột vào biểu tượng: “Force to stop”. Kết thúc chương trình gia công: tắt máy, ngắt nguồn điện, tháo sản phẩm và làm vệ sinh công nghiệp.
c. Kiểm tra PHAY HỐC PHẲNG TRÊN MÁY PHAY CNC
Làm sạch, dùng thước cặp kiểm tra kích thước của hốc phẳng vừa gia công. So sánh kích thước đo được với yêu cầu kỹ thuật và phân loại sản phẩm.










