Công nghệ chế tạo máy: Hướng dẫn sử dụng máy phay CNC Router
Trong bài viết này, Blog công nghệ HCV xin giới thiệu tới các bạn 2 nội dung chính sau đây:
Cấu tạo chung máy phay CNC Router
Hướng dẫn sử dụng máy phay CNC Router
Bạn có thể tìm lại bài viết này theo các từ khoá sau: phay cnc, Công nghệ chế tạo máy, Hướng dẫn sử dụng máy phay CNC Router.
>>>>>Link tải file Google Driver: tại đây
Công nghệ chế tạo máy: Hướng dẫn sử dụng máy phay CNC Router
1. Cấu tạo chung máy phay CNC Router
Tương tự như các máy điều khiển số khác, Cấu tạo chung của máy CNC Router cũng gồm 2 phần: phần điều khiển và phần chấp hành:
Phần điều khiển máy phay: Gồm chương trình điều khiển và các cơ cấu điều khiển.
Phần chấp hành gồm máy cắt kim loại và một số cơ cấu tự động hóa như các cơ cấu tay máy, ổ chứa dao, bôi trơn, tưới trơn, hút thổi phoi, cấp phôi …
1.1. Trục chính máy phay CNC Router
Trục chính của máy phay CNC có phần kẹp côn ở đầu dùng để gá dao. (hình 3.1)

Hình 3.1. Trục chính
1.2. Ụ trục chính máy phay CNC Router
Ụ trục chính có đường trượt để dẫn hướng cho đầu dao di chuyển lên xuống theo phương Z

(Hình 3.2).
1.3. Bàn máy máy phay CNC Router
Bàn máy có công dụng để gá phôi. Bàn máy có thể di chuyển theo phương X và Y. (Hình 3.3)
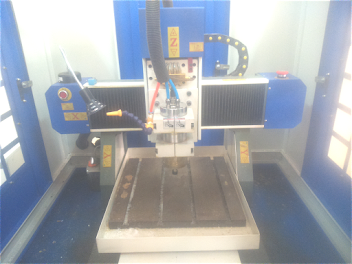
1.4. Thân máy máy phay CNC Router
Thân máy có công dụng để đỡ các bộ phận của máy. (hình 3.4)


Hình 3.4. Thân máy
1.5. Dụng cụ phay CNC
Dụng cụ phay CNC là bộ phận trực tiếp làm nhiệm vụ cắt gọt. Dụng cụ dùng trong công nghệ phay CNC nói chung đa dạng hơn so với máy công cụ truyền thống. Tùy thuộc vào từng yêu cầu cụ thể ta sử dụng các loại dụng cụ khác nhau. Về cơ bản, dụng cụ dùng trong công nghệ phay CNC bao gồm các loại sau:
- Dụng cụ gia công lỗ: Mũi Khoan, mũi khoét, dao doa, ta rô, ... Chúng có đặc trưng riêng, hãy tìm hiểu để chọn mua dụng cụ phay CNC được phù hợp bạn nhé.
- Dao phay ngón (End mill): dao phay ngón đầu phẳng (flat End Mill), đầu chỏm cầu (Ball End Mill), vát mép (Chamfer End Mill), Dao phay côn (Tapper End Mill), Dao cung luợn (Corner End Mill), Dao quả cầu (Dove Mill) … Lúc di mua dao phay ngón bạn cần phân biệt dụng cụ theo từng chủng loại nhé.
- Dao phay mặt đầu (Face Mill): Loại này thường để gia công các mặt phẳng bề rộng lớn; thậm chí với loại dao phay mặt đầu gắn chip rất thông dụng hiện nay, người ta còn dùng dao phay mặt đầu để phay lỗ rất hiệu quả.
* Mở rộng:
Trên hình 3.5 là một số loại dao thường gặp. Để hiểu rõ hơn về các loại dao này, nghiên cứu thêm ở môn công nghệ chế tạo máy, nguyên lý cắt bạn nhé.
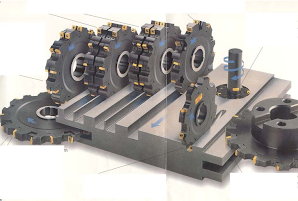
Hình 3.5. Một số loại dao phay và khả năng gia công các bề mặt
- Các loại dao phay đĩa và dạng bề mặt gia công

Hình 3.6. Dao phay mặt đầu gia công mặt phẳng
2. Hướng dẫn sử dụng máy phay CNC Router
2.1. Các bước khởi động và tắt máy máy phay CNC Router
a. Khởi động máy máy phay CNC Router
Để bắt đầu phiên làm việc, ta cấp điện cho máy. Yêu cầu nguồn điện cấp cho máy là 3 pha, 380V, 50Hz. Để đảm bảo độ ổn định và an toàn nên dùng bộ ổn áp điện trước khi đưa điện vào máy phay.
Các bước khởi động máy cụ thể theo thứ tự sau:
(1) Đóng cầu dao tổng;
(2) Bật công tắc trên ổn áp;
(3) Bật công tắc nguồn trên máy phay;
(4) Bật công tắc đèn chiếu sáng, công tắc điện bơm nước làm mát;
(5) Khởi động máy tính;
(6) Khởi động chương trình NC Studio điều khiển chu trình gia công.
b. Tắt máy
Khi kết thúc phiên làm việc, ta tắt máy theo trình tự, đảm bảo có thể lưu trữ chương trình đang chạy, một số thông số cài đặt, … thuận tiện cho phiên làm việc tiếp.
Trình tự tắt máy cnc như sau:
(1) Dừng chạy chương trình gia công;
(2) Thoát khỏi chương trình NC Studio;
(3) Tắt máy tính;
(4) Tắt nút nguồn trên máy phay;
(5) Tắt điện trên ổn áp và cầu dao tổng.
Thao tác tắt máy đúng cách giúp máy hoạt động tốt, ổn định, không bị lỗi chương trình và tăng tuổi thọ máy, linh kiện kèm theo.
2.2. Giao diện màn hình điều khiển máy phay CNC Router
Chương trình điều khiển là NC Studio có nhiều phiên bản, hiện tại xin giới thiệu phiên bản V5.4.68.
Các thành phần chính của giao diện phần mềm NC Studio gồm:
(1) -Thanh tiêu đề;
(2)-Thanh trạng thái;
(3) -Vùng mô phỏng;
(4) - Vùng điều khiển.

Hình 3.7. Giao diện màn hình điều khiển của chương trình NC Studio
2.3. Hệ toạ độ và SET dao, SET phôi
Máy phay CNC Router Có hệ toạ độ với 3 trục thông dụng như đã trình bày trong mục III.1.1 của Phần I. TỔNG QUAN VỀ CAD/CAM – CNC. Thao tác xét dao, set phôi chính là khai báo gốc tọa độ về 3 trục X, Y, Z với dao đang được lắp trên máy.
Trên màn hình điều khiển của chương trình NC Studio ta di chuyển đến vị trí tương ứng trên phôi để báo gốc cho 3 trục X, Y, Z như hình dưới. Có thể thực hiện thứ tự bất kỳ cho 3 trục toạ độ mà không nhất thiết trục nào trước.
Sau khi xét xong ta có gốc 0.000 cho cả 3 trục như hình 3.8.

Hình 3.8. Xét dao, set phôi
Xem thêm: Gia công phay: PHAY MẶT BẬC THẲNG GÓC TRÊN MÁY PHAY CNC KND
2.4. Lập trình gia công trên máy CNC Router
Với những máy gia công CNC nói chung và máy CNC ROUTER đều dùng đến các chương trình CAD/CAM tạo ra chương trình gia công. Chúng tôi xin giới thiệu cách thức gia công với phần mềm Pro/Engineer Wildfire 5. 0 và các chu trình gia công cơ bản.
a. Giới thiệu về Pro/Engineer Wildfire 5. 0
Pro/ENGINEER (được gọi tắt là Pro/E) là phần mềm của hãng Prametric Technology Corporation (PTC). Đây là phần mềm thiết kế cơ khí phục vụ chủ yếu cho ngành chế tạo máy. Là phần mềm CAD áp dụng nguyên lý tham số (parameter) trong thiết kế. Theo đó tất cả những phần tử thiết kế ra đều ở dạng tham số. Điều này giúp nâng cao hiệu suất thiết kế, khi cần nhà thiết kế có thể hiệu chỉnh dễ dàng những phần tử này mà không phải thiết kế lại từ đầu.
Cho đến nay Pro/E trải qua nhiều phiên bản, áp dụng hiện tại là Pro/Engineer Wildfire 5.0. Đây là phần mềm mạnh và linh hoạt. Pro/Engineer đã chinh phục được hầu hết những người thiết kế cơ khí Việt Nam, nhất là trong lĩnh vực khuôn mẫu, thiết kế máy cũng như gia công cơ khí chính xác.
Tìm hiểu về phần mềm, ta thấy Pro/E thiết kế tốt ở cả hai dạng solid và surface, việc chuyển đổi dễ dàng giữa hai định dạng này của Pro/E cho phép nhà thiết kế thể hiện ý tưởng của mình lên sản phẩm một cách trung thực nhất. Khi làm việc với phần mềm CAD, Pro/E cho phép nhập những thiết kế từ các phần mềm khác vào để tiếp tục thiết kế. Trong trường hợp mẫu đưa vào bị lỗi, Pro/E cung cấp công cụ Import Data Doctor để chỉnh sửa. Cuối cùng, khi sản phẩm hoàn chỉnh, nó có thể được xuất qua AutoCAD hay một phần mềm nào khác để tiện lợi hơn cho việc in ấn. Cũng có thể mở xem và sửa trên phần mềm mô phỏng, chẳng hạn như Cimco hay một phần mềm khác.
Pro/E có nhiều tính năng rất mạnh trong lĩnh vực CAD/CAM/CNC, nó hỗ trợ người sử dụng có được những công cụ cần thiết để thiết kế khuôn cũng như gia công cơ khí.
b. Một số chu trình gia công
Để gia công một chi tiết trên máy phay CNC, có 2 giai đoạn phải được thực hiện: Thiết kế (Design) và gia công (Manufacture).
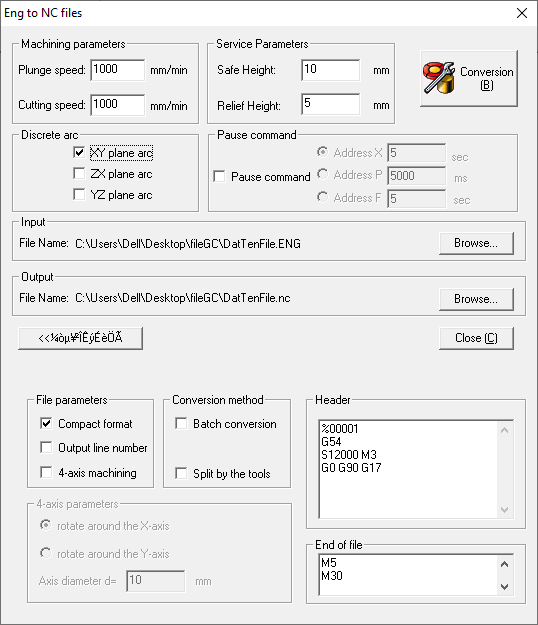
Khi sử dụng các phần mềm để thiết kế mẫu, định dạng files dữ liệu dạng “*.nc”. Thiết kế chi tiết đó trên phần mềm CAD Pro/E và lưu file dữ liệu định dạng “*.nc” để máy CNC có thể hiểu được. File “*.nc” có thể xem trước bằng các phần mềm mô phỏng (ví dụ như CimCo Edit V6). Sau đó mở chương trình NC Studio để điều khiển quá trình gia công trên máy CNC.
Đề xuất liên quan: Gia công phay: PHAY MẶT PHẲNG TRÊN MÁY PHAY CNC DÙNG HỆ ĐIỀU KHIỂN SIEMENS