Tiến Trình Công Nghệ Chế Tạo Chi Tiết Máy Dạng Hộp
Để thực hiện Tiến trình công nghệ chế tạo chi tiết máy dạng hộp, chúng ta cần phải tìm hiểu về Đặc điểm chi tiết máy dạng hộp; Những yêu cầu kĩ thuật chủ yếu chế tạo chi tiết máy dạng hộp và không thể bỏ qua việc cân nhắc, lựa chọn vật liệu khi chế tạo hộp. Nếu cần, mời bạn xem lại nội dung bài trước tại đây.
Nội dung bài viết này sẽ đề cập tới các thao tác trong tiến trình gia công hộp, bao gồm: chọn chuẩn gia công; gia công mặt chuẩn; gia công mặt ngoài và các bề mặt lỗ và kiểm tra chi tiết sau khi gia công. Tiến trình công nghệ chế tạo chi tiết máy dạng hộp gồm 5 bước sẽ được đề cập trong bài.
Link tải file bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
Xem thêm các bài viết thuộc chủ đề Công nghệ chế tạo máy:
1. Chọn chuẩn gia công
Khối lượng gia công chi tiết dạng hộp chủ yếu tập trung vào việc gia công các lỗ chính xác. Muốn gia công nhiều lỗ trên nhiều bề mặt khác nhau qua các giai đoạn gia công thô, gia công tinh,…cần tạo nên một chuẩn tinh thống nhất cho chi tiết dạng hộp.
- Cần tạo chuẩn tinh thống nhất: thường là mặt ngoài và 2 lỗ chuẩn tinh phụ (có cấp chính xác đến 7 và khoảng cách xa nhất).
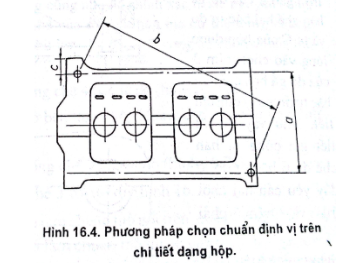
Hình 3.2. Phương pháp chọn chuẩn định vị trên chi tiết dạng hộp.
Việc chọn chuẩn thô cho nguyên công đầu tiên là hết sức quan trọng vì nó ảnh hưởng đến lượng dư gia công cũng như độ chính xác ở các nguyên công tiếp theo.
- Chọn chuẩn thô cần phải: phân bố lượng dư và độ chính xác ở nguyên công tiếp theo, có thể dùng phương án:
+ Mặt thô của lỗ chính (thường dùng nhất mặt này) khống chế 4 bậc tự do

Hình 3.3. Sơ đồ định vị khi chọn chuẩn thô ở nguyên công gia công đầu tiên
+ Mặt thô không gia công ở bên trong khống chế 3 bậc tự do.
+ Mặt trên của hộp hoặc mặt trên của gờ vai khống chế 3 bậc tự do.
+ Trong sản xuất nhỏ chọn chuẩn bằng lấy dấu. Do việc chế tạo phôi kém chính xác. Khi lấy dấu dùng các mũi rà, mũi vạch, thước đứng,…vạch dấu vị trí các bề mặt, tâm các lỗ gia công. Tuy nhiên việc lấy dấu cho năng suất thấp, giá thành sản phẩm cao.
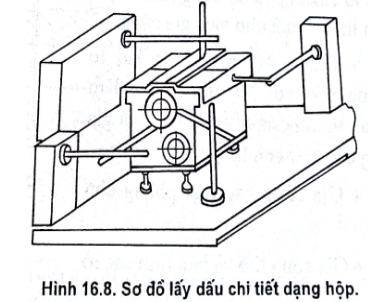
Hình 3.4. Sơ đồ lấy dấu chi tiết dạng hộp
2. Tiến trình công nghệ gia công các chi tiết dạng hộp bao gồm các giai đoạn chính sau:
- Chọn chuẩn thô gia công bề mặt chuẩn để làm chuẩn tinh thống nhất cho việc gia công.
- Sau khi có chuẩn tinh thống nhất ta tiến hành như sau: dùng mặt phẳng chuẩn và hai lỗ vuông góc với mặt phẳng đó làm chuẩn tinh thống nhất để:
+ Gia công các bề mặt còn lại.
+ Gia công thô và bán tinh các lỗ lắp ghép.
+ Gia công các lỗ không chính xác dùng để kẹp chặt.
- Gia công tinh các lỗ lắp ghép.
- Tổng kiểm tra.
Trình tự các bước tiến thành gia công chi tiết máy làm hộp bao gồm:
Bước 1: Gia công mặt chuẩn
Mặt chuẩn thống nhất để gia công chi tiết dạng hộp là mặt phẳng và hai lỗ vuông góc với mặt phẳng đó, tuỳ theo kích thước và sản lượng:
- Gia công mặt phẳng chuẩn: để gia công được phải chọn chuẩn thô là mặt đáy hoặc lỗ chính hay gờ vai hộp tùy theo độ chính xác của phôi, độ chính xác vị trí tương quan giữa mặt phẳng chuẩn với các bề mặt khác
+ Sản lượng nhỏ dùng máy phay, bào vạn năng.
+ Hộp kích thước lớn có thể gia công trên máy tiện đứng cỡ nhỏ gia công trên máy tiện vạn năng với mâm 4 chấu.
+ Sản lượng lớn hoặc khối, hộp cỡ lớn hoặc trung bình nên gia công trên máy nhiều trục, máy bàn quay. Hộp cỡ nhỏ dùng chuốt hoặc máy tổ hợp.
- Gia công hai lỗ chuẩn thường được thực hiện trên máy khoan cần hoặc máy nhiều trục, tiến hành khoan - khoét - doa đảm bảo độ chính xác kích thước và vị trí.
Bước 2: Gia công mặt ngoài của hộp
- Tuỳ theo kích thước và sản lượng:
+ Sản xuất nhỏ, đơn chiếc thường dùng phương pháp bào.
+ Sản xuất loạt thường dùng phay, hộp kích thước lớn dùng phay giường hoặc bào giường.
+ Trong sản xuất khối dùng phay liên tục trên máy có bàn quay, khi gia công tinh có thể mài.
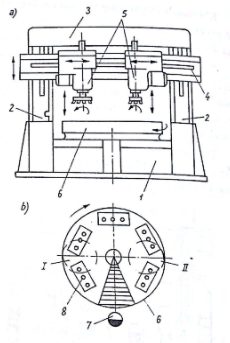
Hình 3.2. Sơ đồ gia công chi tiết hộp trên máy phay có bàn quay đứng
thân máy; 2. giá đứng; 3. dầm ngang; 4. xả ngang; 2. trục chính; 6. bàn quay;
7. dao gia công thô; 8. phôi; I. dao gia công thô; II. dao gia công tinh.
Bước 3: Gia công lỗ lắp ghép.
Thời gian gia công các lỗ lắp ghép chiếm một tỷ lệ khá lớn. Vì vậy cần chọn phương pháp gia công hợp lý để đảm bảo độ chính xác và tạo điều kiện nâng cao năng xuất. Biện pháp gia công các lỗ lắp ghép của hộp phụ thuộc vào sản lượng và kết cấu của chi tiết.
Độ chính xác kích thước của các lỗ phụ thuộc vào kích thước của dao. Độ chính xác về vị trí tâm lỗ, khoảng cách tâm các lỗ, độ song song độ vuông góc giữa các đường tâm lỗ với nhau được đảm bảo bằng các phương pháp sau:
- Tuỳ theo dạng sản xuất mà tiến hành trên máy: Doa, máy tổ hợp, đường dây tự động.
- Độ chính xác về kích thước và vị trí tương quan của lỗ thực hiện theo bạc dẫn hướng hoặc xác định vị trí bằng tọa độ.
- Khi gia công trên máy tổ hợp nên chia ra nguyên công thô và tinh trên hai máy hoặc hai bước trên một máy.
- Lỗ có kích thước nhỏ gia công trên máy khoan nhờ bạc dẫn hướng và đầu khoan nhiều trục. Hoặc máy khoan cần có phiến dẫn
- Trong sản xuất hàng loạt các lỗ chính xác gia công trên máy doa:
Có 2 phương án gia công lỗ:
+ Gia công liên tục lấy lỗ vừa gia công làm dẫn hướng.
+ Gia công một bên sau đó quay đi 1800 gia công tiếp.

Hình 3.6. Sơ đồ doa tinh các lỗ trên một hàng lỗ của hộp trên máy doa ngang theo phương án dùng lỗ vừa gia công được để dẫn hướng dụng cụ cắt gia công lỗ tiếp theo
a. gia công lỗ ngoài cùng; b, c. gia công lỗ tiếp theo; d. gia công lỗ cuối cùng.

Hình 3.7. Sơ đồ doa tinh lỗ trên một hàng lỗ của hộp trên máy doa ngang theo phương án gia công lần lượt hai lỗ ngoài cùng sau đó dùng chúng để dẫn hướng dụng cụ cắt gia công lỗ tiếp theo
- Có thể dùng trục doa công xôn khi L(5 6)d.
L - chiều dài phần nhô ra của trục dao từ mặt đầu trục chính.
d - đường kính trục dao.
Trục doa cần ngắn và cứng vững.
- Đo kiểm tra đường kính lỗ không cần rút trục dao ra khỏi lỗ mà dùng dụng cụ đặt trên trục doa.
Bước 4: Gia công các lỗ kẹp chặt
Trong các chi tiết dạng hộp, ngoài các lỗ lắp ghép còn có các lỗ phụ có ren hoặc không có ren để lắp với các gugiông hoặc xỏ bulông với mục đích kẹp chặt các chi tiết khác. Những lỗ này yêu cầu về độ chính xác và độ nhẵn bóng không cao. Việc gia công các lỗ phụ này cũng phải căn cứ vào sản lượng chi tiết và yêu cầu về độ chính xác để chọn biện pháp gia công.
- Sản lượng ít gia công trên máy khoan vạn năng, khoảng cách lỗ thực hiện bằng việc lấy dấu hoặc nhờ các phiến dẫn.
- Sản lượng vừa dùng máy khoan cần có đầu Rơvonve.
- Sản xuất lớn và khối gia công trên máy tổ hợp, máy nhiều trục.
Với các lỗ có ren khi gia công chúng còn phảI thêm bước cắt ren, có thể ta rô bằng tay hay ta rô bằng máy.
Bước 5: Kiểm tra
Trong quá trình chế tạo chi tiết dạng hộp cần phải kiểm tra. Việc kiểm tra giữa các nguyên công được tiến hành sau khi gia công các bề mặt quan trọng. Cuối giai đoạn gia công phải có tổng kiểm tra các yếu tố đã đề ra trong các yêu cầu kỹ thuật chế tạo chi tiết dạng hộp như kích thước, sai số hình dáng hình học, độ phẳng, độ thẳng của các mặt phẳng, độ song song, độ vuông góc, độ đồng tâm và khoảng cách tâm giữa các lỗ....
- Kiểm tra độ thẳng của mặt phẳng bằng thước. Độ phẳng bằng bàn rà có bôi sơn hoặc dùng nivô.
- Kiểm tra hình dáng và kích thước lỗ bằng thước cặp hoặc calíp có đồng hồ đo.

Hình 3.8. Kiểm tra lỗ bằng thước đo trong có trang bị đồng hồ so
- Kiểm tra độ đồng tâm bằng các trục tâm.

Hình 3.1. Kiểm tra độ đồng tâm của hai lỗ
a. dùng trục kiểm gá trong bạc; b. dùng hai trục kiểm với đồng hồ
- Kiểm tra độ song song và khoảng cách các lỗ.

Hình 3.3. Kiểm tra khoảng cách tâm và độ không song song theo phương đứng của đường tâm hai lỗ hộp
1. chi tiết; 2. trục tâm; 3. đồng hồ

Hình 3.4. Sơ đồ kiểm tra độ song song và khoảng cách tâm hai lỗ theo hai phương đứng và ngang đồng thời.
1. đồng hồ đo phương đứng; 2. đồng hồ đo phương ngang; tay treo đồng hồ; 4,2. trục tâm
- Kiểm tra khoảng cách từ tâm lỗ đến cơ bản của hộp.
- Kiểm tra độ vuông góc giữa tâm các lỗ.

Hình 3.6. Kiểm tra độ vuông góc của hai lỗ trên hộp.
a. dùng đồng hồ so; b. dùng calip chuyên dùng
- Kiểm tra độ vuông góc của lỗ và mặt đầu.
Tham khảo thêm tiến trình công nghệ gia công thân máy Diesel và hộp tốc độ máy tiện 1K62 ở trang 119 - 121 Tài liệu Công nghệ chế tạo máy Đại học Bách Khoa Hà Nội nhé.