Trong chương trình nghiên cứu của ngành Công nghệ chế tạo máy, chúng ta đề cập tới lĩnh vực Chế tạo phôi đầu tiên.
Môn học chế tạo phôi sẽ giới thiệu các phương pháp chế tạo phôi thông dụng hiện nay, với thời gian học tập trên giảng đường khoảng 2 đến 3 Đơn vị học trình (cỡ 45 đến 60 tiết học lý thuyết).
Bạn có thể tải về file bài viết này từ Google Docx hoặc link dự phòng này
Hiện nay, có 3 phương pháp chế tạo phôi thường được áp dụng trên thực tế. Đây cũng là 3 nội dung chính trong chương trình học tập môn học Công nghệ chế tạo phôi cho học viên Ngành Cơ khí chế tạo.
Bài viết này đề cập tới Phương pháp chế tạo phôi bằng phương pháp đúc. Công nghệ Đúc gồm những bước nào? Quy trình tổng quát về Công nghệ đúc ra sao? Chúng ta cùng Blog Công nghệ HCV tìm hiểu ngay sau đây.
Đúc là gì? Bản chất của phương pháp đúc
Đúc là một trong các phương pháp chế tạo phôi rất thông dụng trong Công nghệ chế tạo máy. Nếu Đúc xong, không cần gia công thêm ta có các sản phẩm đúc. Nhưng hầu hết các trường hợp, đúc xong cần gia công cắt gọt để hoàn chỉnh sản phẩm, nên Công nghệ đúc được coi là công nghệ chế tạo phôi hơn là công nghệ gia công.



Hình trên mô tả tổng quát công nghệ đúc bằng khuôn cát, qua đó ta nhận thấy Công nghệ đúc có bản chất như sau:
Đúc là quá trình nấu chảy kim loại ở thể rắn thành lỏng, sau đó rót kim loại lỏng qua hệ thống rót để điền đầy kim loại ở thể lỏng vào lòng khuôn đúc có hình dáng kích thước định sẵn.
Khi nguội đi, kim loại đông đặc lại, sản phẩm của đúc sẽ có hình dạng kích thước đúng như theo kích thước và hình dáng của lòng khuôn đúc.
Vậy, công nghệ chế tạo phôi đúc bằng khuôn cát gồm mấy bước?
Các bước khi thực hiện đúc bằng khuôn cát như sau:
Bước 1: Phân tích bản vẽ để để thiết kế khuôn đúc, mẫu đúc.
Bước 2: Chuẩn bị nguyên vật liệu để chế tạo tạo lõi đúc và làm khuôn đúc.
Bước 3: Lắp ráp lõi đúc vào khuôn đúc.
Bước 4: Nấu chảy lỏng kim loại hoặc hợp kim .
Bước 5: Rót kim loại lỏng vào lòng khuôn qua hệ thống rót.
Bước 6: Chờ nguội, tháo khuôn, lấy vật đúc, làm sạch kiểm tra và phân loại sản phẩm đúc.
Ngoài cách đúc bằng khuôn cát, còn có những phương pháp đúc nào khác? Chúng ta sẽ tìm hiểu ở phần tiếp theo ngay sau đây nhé.
Phân loại các phương pháp đúc
Trước tiên ta cần có kết luận rằng: đúc bằng khuôn cát vẫn là phương pháp dễ thực hiện và thông dụng, có thể áp dụng đa dạng theo yêu cầu, đặc biệt đúc bằng khuôn cát rất phù hợp với hình thức gia công đơn chiếc, sản xuất với số lượng ít, hoặc dùng trong chế thử.
Hiện nay, người ta phát triển Các phương pháp đúc đặc biệt để tạo nâng cao năng suất của công nghệ đúc.
Các phương pháp đúc đặc biệt có thể kể tới, bao gồm:
Đúc trong khuôn kim loại;
Đúc ly tâm;
Đúc áp lực;
Đúc liên tục;
Đúc khuôn mẫu chảy.
Bây giờ chúng ta phân tích để so sánh các phương pháp đúc đặc biệt này một chút nhé.
Với phương pháp Đúc trong khuôn kim loại, bản chất tương tự như đúc trong khuôn cát: kim loại nấu chảy được điền đầy vào khuôn chế tạo bằng kim loại. Tất nhiên, khuôn đúc bằng kim loại sẽ bền, nhưng giá thành chế tạo sẽ cao. Ngoài ra, Đúc trong khuôn kim loại sẽ không đúc được các vật đúc có kết cấu phức tạp, chi tiết có thành mỏng hoặc chi tiết đúc có khối lượng lớn.

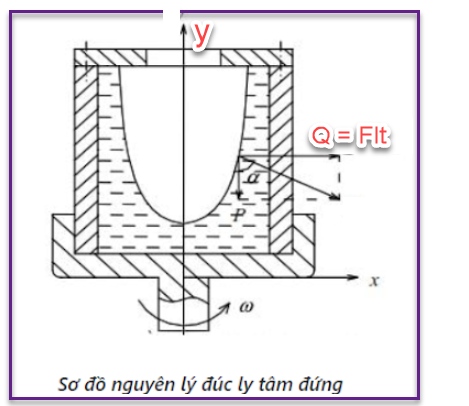
Với phương pháp Đúc Ly tâm, Kim loại lỏng sẽ được rót vào khuôn trong khi khuôn đúc đang quay, nhờ lực ly tâm mà kim loại lỏng phân bố đều ở sát thành khuôn và đông đặc tại đó. Chính vì vậy mà áp dụng phương pháp đúc ly tâm, sản phẩm đúc sẽ có tổ chức kim loại mịn chặt, không tồn tại các khuyết tật rỗ khí; thậm chí tạo được chi tiết có lòng rỗng một cách dễ dàng. Khi áp dụng phương pháp đúc này, ta cần quan tâm tới hiện tượng thiên tích vùng theo diện tích ngang của vật đúc, do mỗi phần tử có khối lượng khác nhau chịu lực ly tâm khác nhau.
Tiếp theo chúng ta sẽ cùng tìm hiểu về các phương pháp đúc áp lực bao gồm có gia nhiệt và không có gia nhiệt. Trong đó, có gia nhiệt làm cho khuôn đúc nóng lên, Người ta còn gọi với một tên là là “Đúc áp lực trong buồng ép nóng”. Bạn có thể hiểu rõ Đúc áp lực trong buồng ép nóng hơn qua sơ đồ minh họa bên dưới. Ngoài ra còn có phương pháp đúc áp lực trong buồng ép nguội.


Nhận xét giữa 2 phương pháp này: So với đúc áp lực trong buồng ép nóng, đúc áp lực trong buồng ép nguội có thể dùng để đúc kim loại có tính chảy loãng thấp hơn.
Khi sử dụng Phương pháp Đúc liên tục, kim loại lỏng khi rót vào khuôn và khuôn được làm mát liên tục, vật đúc tạo thành kết tinh tới đâu lấy ra tới đó. Kim loại lỏng được rót liên tục vào khuôn. nên Tổ chức hạt của vật đúc rất nhỏ, cơ tính cao, không cần hệ thống ngót. Tuy vậy, nhược điểm của Đúc liên tục là Không đúc được những vật thay đổi tiết diện theo chiều dài. Sản phẩm có thể là kết quả của quá trình Đúc ống, Đúc thỏi, Đúc tấm, …

Khi áp dụng Phương pháp đúc bằng khuôn mẫu chảy thì Lõi của khuôn đúc làm bằng vật liệu dễ nóng chảy khi đúc chúng ta chỉ việc sấy nóng khuôn làm cho lõi đúc chảy ra và tạo thành lòng của khuôn đúc. Với phương pháp này, chúng ta cần phải chế tạo hàng loạt mẫu đúc và có thể áp dụng được cho sản xuất những chi tiết có kết cấu phức tạp, chấp nhận chi phí chế tạo khuôn khá cao.

Sơ đồ đúc khuôn mẫu chảy: Đầu tiên chúng ta chế tạo mẫu rồi lắp mẫu và khuôn; Tiếp theo, nấu lỏng kim loại và rót vào khuôn đúc, sau đó chờ nguội dỡ khuôn lấy chi tiết và làm sạch.
Qua bài viết này, bạn đã cùng Congnghehcv tìm hiểu về Công nghệ chế tạo phôi bằng phương pháp Đúc, trả lời được Đúc gồm mấy loại rồi đúng không? Để chế tạo phôi cho quá trình gia công chi tiết, người ta còn dùng tới các phương pháp chế tạo phôi khác, mời bạn tìm hiểu thêm: Chế tạo phôi bằng phương pháp hàn và Chế tạo phôi bằng Gia công Áp lực. Chúc các bạn thành công!
Hi vọng, bài viết này hữu ích với bạn. Có gì trao đổi hãy để lại bình luận nha.