Các chuyển động trong quá trình cắt – Các yếu tố cắt khi tiện
Tải file bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
Có những dạng chuyển động nào trong quá trình cắt gọt?
Khi gia công cắt gọt kim loại trên máy công cụ, người ta phân biệt các chuyển động sau đây:
Chuyển động cắt (v) – chuyển động cơ bản tạo ra tốc độ cắt. Nó có thể là chuyển động quay tròn như: tiện, khoan, doa, phay, mài... hoặc có thể là chuyển động tịnh tiến như: bào, xọc, chuốt, cưa.
Chuyển động chạy dao (s) – chuyển động cần thiết để tạo sự cắt liên tục, tức là để cắt hết bề mặt gia công. Nó có thể chuyển động liên tục như: tiện, khoan, doa, phay, mài hay chuyển động gián đoạn như: bào, xọc...
Chuyển động tạo hình – là chuyển động trực tiếp tạo ra bề mặt gia công. Nếu các chuyển động trong máy không ảnh hưởng đến nhau khi tạo hình gọi là chuyển động tạo hình đơn giản (hình I-10).

Hình I-10 Mô tả Chuyển động tạo hình đơn giản
Nếu có quan hệ ràng buộc lẫn nhau theo một quy luật nhất định để tạo hình thì gọi là chuyển động tạo hình phức tạp (Hình I-11)
Hình I-11: Chuyển động tạo hình phức tạp
Chuyển động phân độ – chuyển động nối tiếp các chuyển động tạo hình để gia công bề mặt mới giống hệt bề mặt cũ. Chuyển động phân độ cũng được định lượng chính xác.
Chuyển động chạy không và chuyển động phụ: bao gồm các chuyển động tiến, lùi dao, chuyển động đóng mở li hợp ... Các chuyển động này ảnh hưởng đến năng suất chế tạo.
Trong các máy gia công CNC, dịch chuyển chạy không dụng cụ hay chi tiết theo cách gì? Tọa độ nào quyết định đến độ chính xác chế tạo? Mời các bạn cùng thảo luận thêm để đóng góp cho bài viết nha.
>>>>>Đề xuất: KHOAN LỖ TRÊN MÁY PHAY CNC ROUTERCác yếu tố cắt khi tiện là gì?
Các yếu tố cắt (hay còn gọi là chế độ cắt) là tổ hợp các yếu tố như tốc độ cắt, chiều sâu cắt, bước tiến dao, bề rộng lát cắt, … các yếu tố này cần được kết hợp hiệu quả để mang lại hiệu suất cắt gọt tốt nhất. Chẳng hạn, cùng máy công cụ với dao cắt như nhau, nhưng khi gia công thô, chế độ cắt khác biệt hẳn so với khi gia công lát cuối cùng trong chế độ cắt tinh. Sau đây, ta sẽ tìm hiểu rõ các yếu tố cắt khi tiện này nhé.
1. Tốc độ cắt (kí hiệu: v)
Khi tìm hiểu về Nguyên lí cắt gọt kim loại, Tốc độ cắt là khoảng cách dịch chuyển tương đối của một điểm trên lưỡi cắt đối với chi tiết gia công trong một đơn vị thời gian (thường tính bằng đơn vị m/ph).
Nếu tính một cách chính xác thì tốc độ cắt khi tiện là tốc độ tổng hợp của tốc độ vòng của chi tiết gia công và tốc độ của chuyển động chạy dao. Trong thực tế, vì tốc độ chuyển động chạy dao thường rất nhỏ so với tốc độ vòng của chi tiết gia công, nên trong định nghĩa tốc độ cắt thường bỏ qua ảnh hưởng của tốc độ của chuyển động chạy dao.
Do đó, tốc độ cắt khi tiện được tính theo công thức :
(m/ph) (1 – 1)
Ở đây:
D - đường kính của chi tiết gia công (phôi) tại điểm xét, (mm)
n – số vòng quay của phôi trong một phút, (vg/ph).
2. Lượng chạy dao (còn gọi là bước tiến dao) (kí hiệu: s)
Lượng chạy dao là khoảng dịch chuyển tương đối của dao với phôi theo hướng chuyển động chạy dao sau một vòng quay của phôi, (đơn vị là mm/vòng). Đây chính là khái niệm về Lượng chạy dao vòng.
Khoảng dịch chuyển của dao theo hướng chuyển động chạy dao trong một phút gọi là lượng chạy dao phút hoặc tốc độ chạy dao ký hiệu là sph.
Công thức tính tốc độ chạy dao:
sph = s.n (mm/ph ) (1 – 2)
Trong đó:
s – lượng chạy dao, (mm/vg)
n – số vòng quay của phôi trong một phút,(vg/ph)
Tỉ số giữa khoảng dịch chuyển của dao và lượng chạy dao phút chính là thời gian làm việc (thời gian máy). Do đó, lượng chạy dao phút đặc trưng cho năng suất của quá trình cắt.

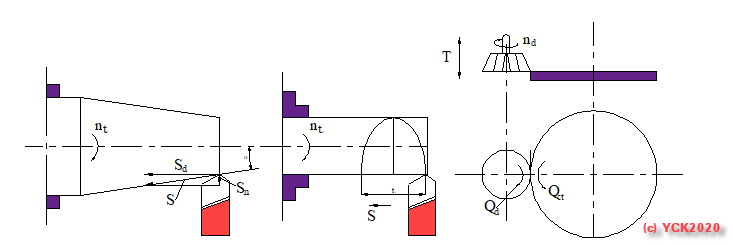
Hình I-12: Phân tích Lượng chạy dao trong gia công cắt gọt
Trong kỹ thuật của ngành gia công cắt gọt, người ta phân biệt rõ ràng: Lượng chạy dao dọc, Lượng chạy dao ngang và Lượng chạy dao nghiêng. Trong đó:
Lượng chạy dao dọc – khi dao chuyển động dọc theo đường tâm của phôi.
Lượng chạy dao ngang – khi dao dịch chuyển theo đường thẳng góc với đường tâm của phôi.
Lượng chạy dao nghiêng – khi phương chuyển động của dao làm một góc với đường tâm của phôi.
Như vậy, bạn đã hiểu thêm về Các loại Lượng chạy dao trong gia công cắt gọt rồi phải không? Tiếp theo, ta sẽ tìm hiểu về "Chiều sâu cắt gọt", một trong các yếu tố quan trọng của chế độ cắt gọt khi tiện.
3. Chiều sâu cắt (t)
Chiều sâu cắt khoảng cách giữa bề mặt đã gia công và bề mặt chưa gia công, được đo trong mặt phẳng ngang chứa đường tâm của phôi.
Chiều sâu cắt khi tiện được tính theo công thức:
(mm)(1- 3)
Ở đây: t - chiều sâu cắt gọt khi tiện trụ
D - đường kính của chi tiết trước gia công, (mm).
d - đường kính của chi tiết sau gia công, (mm).
Tập hợp các yếu tố v, s, t được gọi là chế độ cắt. (hình I-13)
Hình I-13: Mô tả các yếu tố của Chế độ cắt gọt
Chiều sâu cắt t và lượng chạy dao s chủ yếu đặc trưng cho năng suất cắt, song chưa giải thích đầy đủ bản chất vật lý của quá trình cắt. Để có thể hiểu đầy đủ hơn về bản chất của quá trình cắt, cần phải có khái niệm về chiều dày và chiều rộng của lớp kim loại bị cắt (phoi).
Bạn đang xem: Nguyên lý cắt gọt kim loại: Các chuyển động trong quá trình cắt – các yếu tố cắt khi tiện
Liên quan: Giáo trình Máy cắt Kim loại: NGUYÊN LÝ TẠO HÌNH BỀ MẶT GIA CÔNG TRÊN MÁY CÔNG CỤ
Chiều dày và chiều rộng cắt là gì?
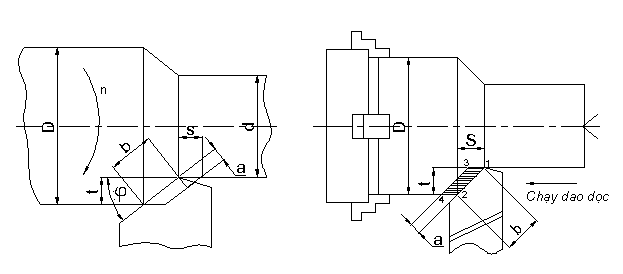
Chiều dày và chiều rộng cắt là các kích thước của tiết diện phoi, không kể đến sự biến dạng khi cắt. Tiết diện này được đo trong mặt ngang chứa mũi dao và đường tâm của chi tiết gia công (hình I – 14).
4. Chiều dày cắt (a)
Chiều dày cắt được kí hiệu là a.
Chiều dày cắt là khoảng cách giữa hai vị trí liên tiếp của lưỡi cắt sau một vòng quay của phôi đo theo phương vuông góc với hình chiếu của lưỡi cắt chính trên mặt đáy.
5. Chiều rộng cắt (b)
Chiều rộng cắt (được kí hiệu là b) là khoảng cách giữa bề mặt đã gia công và bề mặt chưa gia công đo dọc theo lưỡi cắt. Đó cũng chính là chiều dài phần làm việc của lưỡi cắt tham gia cắt.

Hình I –14: Chiều dày và chiều rộng cắt
Đối với dao có góc trước γ = 0, khi lưỡi cắt thẳng thì chiều dày cắt không thay đổi dọc theo lưỡi cắt chính (hình I – 14b).
Trường hợp dao có lưỡi cắt thẳng, góc nâng λ = 0, mũi dao gá ngang tâm chi tiết gia công thì diện tích tiết diện danh nghĩa (tức là không tính đến sự biến dạng khi cắt) của phoi là:
F = a.b = s.t (1 – 4)
Trong đó:
a = s.sinφ (1 – 5)
(1 – 6)
Từ đó ta thấy, nếu giữ nguyên lượng chạy dao s và chiều sâu cắt t thì khi góc nghiêng chính ϕ thay đổi, diện tích tiết diện danh nghĩa của phoi sẽ biến đổi theo. Nếu φ càng nhỏ thì phoi cắt ra càng dài, càng mỏng và ngược lại, nếu φ càng lớn thì phoi càng ngắn và càng dày (hình I – 14c).
Năng suất cắt gọt là gì?
Năng suất cắt gọt kí hiệu là Mcg là thể tích vật liệu bị bóc đi trong một đơn vị thời gian (mm3/ph).
Chú ý rằng, khi tiện, sau mỗi vòng quay của chi tiết, quá trình cắt gọt sẽ bóc đi một lớp phoi có diện tích tiết diện bằng tích số của lượng chạy dao s với chiều sâu cắt t. Chiều dài trung bình của lưỡi dao đi được sau một vòng quay của chi tiết là πD trong đó D là trung bình cộng của đường kính trước và sau khi cắt.
Với tốc độ quay của chi tiết gia công là n (vg/ph) thì, Công thức tính năng suất cắt gọt là:
Mcg = πD.s.t.n (1 - 7)
Tích số s.n (mm /ph) chính là tốc độ chạy dao (lượng chạy dao phút). Từ đây, thời gian để dao cắt hết chiều dài l là:
to= (phút) (1 - 8)
Khi khoan, thể tích lớp kim loại bị bóc đi do mũi khoan đặc sau một đơn vị thời gian là:
Mcg = (1 - 9)
Khi phay,Năng suất cắt gọt tính bằng công thức Mcg = B.t.v trong đó B là chiều rộng phay.
Hi vọng rằng, nghiên cứu về Các chuyển động cơ bản trong quá trình cắt gọt sẽ giúp bạn hiểu rõ hơn về Nguyên lý cắt gọt kim loại. Chúc các bạn học tập tốt học phần Công nghệ chế tạo máy.