
Máy phay đứng Kin Ah M3: Các bộ phận chính - Lưu ý khi vận hành máy phay [congnghehcv]
Máy phay vạn năng có nhiều loại, máy phay đứng là loại thông dụng với nhiều ưu điểm trong khả năng hoạt động của nó. Máy phay đứng KIN AH M3 là loại máy phay nhỏ, dễ sửa chữa khi có hỏng hóc nên được những xưởng gia công cơ khí mới thành lập ưu tiên chọn mua. Bạn cũng có thể tham khảo Các bộ phận chính để hiểu rõ hơn về Cấu tạo máy phay đứng, lấy cơ sở để Vận hành máy phay an toàn , hiệu quả.Bạn có thể tìm đọc lại bài viết này bằng các từ khóa: các bộ phận của máy phay đứng Kin Ah M3, lưu ý khi vận hành máy phay đứng, Blog Công nghệ HCV, Công nghệ chế tạo máy.
Link tải file bài viết này Nếu cần, bạn có thể tham khảo Cách tải file tài liệu trên Blog Công Nghệ HCV về máy tính tại đây nhé.
1. Máy phay đứng KIN AH M3 gồm những bộ phận nào?
a. Các bộ phận chính
Trên hình 1.3 mô tả các bộ phận chính của máy phay đứng Kin Ah M3. Khi vận hành, khai thác máy cần quan tâm đến tổng thể máy và các bộ phận, các cụm chi tiết quan trọng và vị trí điều khiển trên máy. Trong đó:
1- Tay gạt căng đai 2- Cần gạt chuyển chế độ tốc độ cao/thấp
3- 18 : Các chi tiết quan trọng khác
Bạn cũng có thể xem thêm cấu tạo máy phay vạn năng XL- 6030
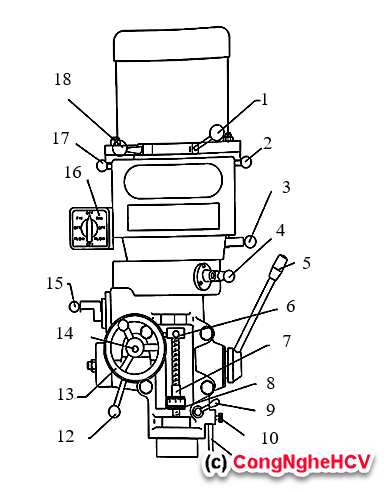
Hình 1.3. Các bộ phận chính của máy phay KIN AH M3 (phần đầu máy)
b. Thao tác vận hành máy phay đứng KIN AH M3
- Trước khi vận hành máy phay
Trước khi vận hành máy phay, ta cần kiểm tra các thiết bị an toàn của máy phay KIN AH M3. Kiểm tra chức năng của tất cả các bộ phận chuyển động. Các chi tiết có sự cố hoặc bị phá hủy cần phải được sửa chữa hoặc thay thế trước khi sử dụng máy. Một số lưu ý trước khi vận hành máy phay bao gồm:
Kiểm tra môi trường làm việc xung quanh: Không sử dụng máy trong các khu vực nguy hiểm. Đảm bảo, các bộ điện không bị ẩm ướt. Làm việc trong điều kiện ánh sáng đầy đủ. Không sử dụng các chi tiết điện gần các chất dễ cháy.
Bảo vệ cơ thể, tránh điện giật: Mặc các trang phục bảo hộ phù hợp. Vì lý do an toàn, ta phải luôn đi giày trong quá trình làm việc. Nếu tóc dài thì phải có mũ bảo vệ. Ngoài ra, ta phải đeo kính để bảo vệ cho mắt. Nếu bạn làm việc trong môi trường bụi bặm thì bạn phải đeo khẩu trang để đảm bảo cho sức khỏe.
Bạn nên luôn thực hiện nghiêm quy định an toàn điện. Điều này rất cần thiết đấy nhé.
Trước khi cấp nguồn cho máy, cần đảm bảo máy ở trạng thái tắt toàn bộ. Không sử dụng cáp để kéo giắc ra khỏi vị trí cắm của nó. Đảm bảo không có lực kéo dãn dây cáp. Chú ý tránh để nhiệt cao, dầu và các vật cạnh sắc ở gần cáp nguồn. Điều chỉnh để các giắc cắm và cáp nguồn hợp lý để tránh gây ra sự cố hoặc phá hủy nó. Không bao giờ sử dụng máy mà không có dây nối đất. Nếu không sử dụng máy hoặc máy trong quá trình bảo trì, bạn nên rút nguồn cung cấp cho máy. Điều này là cần thiết, để đảm bảo máy không vô tình chạy và tránh điện giật. Thực hiện tắt nguồn công tắc chính khi bạn kết nốilại Cáp điện nguồn.
Người không có kinh nghiệm nên tránh xa khu vực làm việc: Đảm bảo, không có đông người trong khu vực làm việc để phòng tránh tai nạn lao động xảy ra. Trẻ em và khách thăm quan nên giữ một khoảng cách an toàn với khu làm việc của máy. Chỉ có người vận hành máy mới được sử dụng máy trong xưởng, vì như thế sẽ hiểu rõ về tình trạng kĩ thuật máy máy và đồ dùng, đồ gá.
Chú ý với các dụng cụ tháo lắp hoặc sửa chữa: Làm sạch và đảm bảo hình dạng của các dụng cụ để làm việc đạt hiệu quả cũng như độ an toàn. Ghi nhớ một số quy tắc đối với các dụng cụ: Không quên các dụng cụ bên trong máy. Trước khi bắt đầu làm việc cần đảm bảo không có dụng cụ nào bên trong máy, vì nó có thể văng ra khi máy làm việc. Đảm bảo bu-lông bắt các chi tiết được lắp chặt để tránh gây nguy hiểm.
- Khi gá lắp dao và đồ gá lên máy phay
Khi gá lắp dao, đồ gá và lắp phôi trên máy, chúng ta cần chú ý: Đảm bảo, dao và phôi được kẹp chặt hợp lý. Chỉ sử dụng các thiết bị phù hợp để kẹp chặt dao và phôi. Điều này giúp an toàn hơn khi ta kẹp chặt dao và phôi bằng tay, và khi đó ta có đủ hai tay để điều khiển máy. Đảm bảo thăng bằng với người vận hành. Chú ý với vị trí đứng của người vận hành. Không được trèo lên máy, bởi vì nguy hiểm có thể xảy ra khi ngã xuống hoặc chạm vào các chi tiết chuyển động.
- Chú ý trong gia công cắt gọt kim loại với máy phay đứng
+ Tháo, lắp dao: Để thay đổi dao, trục chính phải được hãm bằng phanh trục chính (hình 1.5). Nới lỏng trục vít bắt dao và đón dao, đề phòng dao rơi tự do làm hỏng lưỡi cắt. Nếu mâm cặp không nhả dao sau khi nới lỏng thanh kéo, hãy gõ đầu thanh kéo một lần để làm lỏng và nhả dao.
+ Phanh trục chính: Cần phanh có thể được di chuyển theo một trong hai hướng để dừng trục chính. Khi khóa trục chính, kéo cần và giữ chặt, buông tay để trục chính được giải phóng. Ghi nhớ rằng động cơ có thể bị hỏng nếu bật công tắc với phanh ở vị trí khóa.
+ Điều chỉnh tốc độ trục chính: Có 16 tốc độ trục chính thông qua hệ thống truyền động: động cơ → puly → dây đai → bánh răng H/L→ trục chính.
Sau khi kết nối máy với nguồn điện, hãy chuyển công tắc sang vị trí FLOW, RLOW, FHI hoặc RHI, khi đó trục chính hoạt động ngay lập tức. Chuyển sang OFF để dừng động cơ chính (hình 1.4). Thay đổi hướng quay của trục chính: Khi công tắc ở vị trí RHI hoặc RLOW, xoay núm theo chiều kim đồng hồ; khi công tắc ở vị trí FHI hoặc FLOW, xoay núm theo theo hướng ngược chiều kim đồng hồ. Thay đổi tốc độ cao/thấp của trục chính: Nếu muốn tốc độ cao, hãy chuyển sang vị trí FHI hoặc RHI sau khi động cơ dừng.

Hình 1.4. Công tắc quay tắt bật máy phay
Lưu ý: Nếu đi số khó khăn, để công tắc ở vị trí OFF, hãy xoay mũi trục chính hoặc thanh kéo bằng tay (dùng tay lắc nhẹ dao) để ly hợp hoặc bánh răng vào ăn khớp.
- Chăm sóc và bảo quản máy phay
Trong quá trình sử dụng có thể phải chỉnh sức căng dây đai, hoặc thay thế khi cần. Đây là hướng dẫn thay dây đai cho máy phay đứng Ankin AH M3 (hình 1.5):
+ Tắt động cơ chính và rút phích cắm nguồn điện chính.
+ Nới lỏng và tháo thanh kéo
+ Nhả cần gạt “ly hợp điều khiển tốc độ cao/thấp” và kéo mô-tơ về phía trước.
+ Tháo sáu ốc vít giữ vỏ đai.
+ Nâng vỏ đai và dây đai vẫn sẽ kết nối với vỏ. Sau đó, tháo đai và thay thế bằng một cái mới.
Sử dụng các phụ tùng và các thiết bị vận hành theo đúng mục đích. Chỉ sử dụng các phụ tùng và thiết bị vận hành do nhà sản xuất cung cấp để tránh nguy hiểm hoặc gây hư hỏng cho máy.

1- Trục vít gá dao; 2- Vỏ hộp bánh đai; 3- Bu-lông mặt máy
Hình 1.5. Đầu máy phay đứng M3
2. Lưu ý Vận hành máy máy phay đứng
Trước khi sử dụng máy phay đứng, cần nghiên cứu kỹ các bộ phận của máy, làm quen với sách chỉ dẫn cách sử dụng và bảo dưỡng máy.
- Trước khi mở máy
Trước khi mở máy phay đứng nói riêng, giống như khi làm việc với các máy công cụ cắt gọt kim loại khác nói chung, chúng ta phải lau sạch bụi và phoi ở các thanh trượt của máy, kiểm tra cẩn thận các hệ thống bôi trơn và làm nguội.
- Trước lúc gá lắp
Trước lúc lắp trục gá hoặc dao phay lên trục chính, hãy lau sạch trục gá và lỗ côn của trục chính; cần đảm bảo độ đảo của trục chính không được vượt quá trị số cho phép.
Cần đặc biệt chú ý đến tình trạng bề mặt của bàn máy. Trước lúc gá êtô hay chi tiết lên bàn máy, phải lau sạch bụi và phoi ở bàn máy. Không được đặt lên bàn máy những dụng cụ và những vật không dùng đến để tránh gây hỏng bề mặt bàn máy (do tạo thành các vết xước).
- Khi gia công trên máy phay
Khi gia công chi tiết với lượng chạy dao dọc cần phải kẹp chặt công-xôn và sống trượt để tăng độ cứng vững cho máy và đảm bảo độ ổn định khi phay (tránh rung động). Cũng cần phải kẹp chặt công-xôn khi gia công chi tiết với lượng chạy dao ngang.
- Chăm sóc, bảo quản máy
Việc tra dầu liên tục cho các bộ phận cọ sát của máy có một ý nghĩa to lớn đối với vấn đề an toàn và tuổi thọ của máy. Hằng ngày, sau một ca làm việc, ta lau sạch phoi và bụi trên máy, lau khô các thanh trượt và bàn máy rồi tra lên một lớp dầu mỏng. Chăm sóc, bảo quản máy tốt sẽ tăng năng suất lao động, tăng tuổi thọ của máy và chất lượng gia công.
Chúng ta hãy luôn ghi nhớ: Tuổi thọ của máy phụ thuộc phần lớn vào điều kiện sử dụng nó. Để bảo quản máy khỏi bị hỏng, khi vận chuyển máy phải tuân thủ các qui tắc đóng hòm, vận chuyển và dịch chuyển máy. Chất lượng làm việc của máy phụ thuộc vào việc đặt máy trên móng có chính xác hay không. Để bảo đảm máy làm việc êm và chính xác cần phải xây móng bê tông. Chỉ đặt máy lên móng sau khi vữa xi măng đã hoàn toàn cứng lại.
Mỗi máy trong xưởng đều có lý lịch kèm theo, lý lịch do nơi chế tạo cấp và cần được lưu trữ. Lý lịch máy là tài liệu kỹ thuật cơ bản, chứa đựng tất cả những đặc tính của máy. Trong lý lịch chỉ rõ loại máy, kiểu máy, nhà máy chế tạo, năm sản xuất ... Có ảnh chụp bề ngoài của máy kèm theo bảng kê các bộ phận điều khiển. Trong phần những thông số chính của máy, ghi rõ các kích thước cơ bản và khối lượng của máy, kích thước của bàn máy, trục chính của thân máy, ghi rõ các dụng cụ và đồ gá kèm theo để điều chỉnh và sử dụng máy, cách sửa chữa …
Trong phần cơ học máy ghi các thông số cơ học của chuyển động chính (số vòng quay của trục chính trong một phút, công suất của động cơ) và của chuyển động chạy dao (lượng chạy dao của bàn máy mm/ph dọc, ngang và thẳng đứng, chạy dao nhanh). Ngoài lý lịch của máy, đối với mỗi máy còn kèm theo bản hướng dẫn cách sử dụng. Bản hướng dẫn này được bảo quản tại phòng cơ điện hoặc tại nơi làm việc.
Hi vọng rằng, những lưu ý khi theo dõi lí lịch máy phay đứng và cách ghi chép sổ lí lịch máy sẽ giúp bạn quản lí, khai thác, vận hành máy phay đứng và máy công cụ cắt gọt tốt hơn.
Trong bản hướng dẫn, ngoài những thông số có trong lý lịch máy còn chỉ dẫn cách vận chuyển và tháo hòm máy, cách đặt máy lên móng, bôi trơn máy, làm nguội dao khi cắt ... Trong bản hướng dẫn có cả sơ đồ động của máy với các bản kê các loại bánh răng, bánh vít, trục vít và thanh răng, mô tả kết cấu của máy và các bộ phận của chúng, cách điều chỉnh và hiệu chuẩn máy, qui tắc làm việc điều chỉnh và bảo dưỡng các thiết bị điện, ... ở cuối bản hướng dẫn có kèm theo các bản vẽ về những chi tiết chóng mòn.
Như vậy, chúng ta đã tìm hiểu về “các bộ phận chính của máy phay đứng và Lưu ý khi vận hành máy phay đứng”, Blog Công nghệ HCV chúc các bạn thành công trong lĩnh vực Công nghệ chế tạo máy!






























